COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。
無電解ニッケルめっきの中でも、ホウ素を還元剤に用いるボロンタイプ(Ni-B)は、特定の条件下で真価を発揮する優れた表面処理ですが、無電解ニッケルと言えばリンタイプ(Ni-P)が一般的です。両者の違いは何なのでしょうか?
本記事では、Ni-BとNi-Pの違い及び使い分けに言及しながら、実はあまり知られていない無電解ニッケルボロンめっきのメリットについて、表面処理のプロフェッショナルがご紹介します。
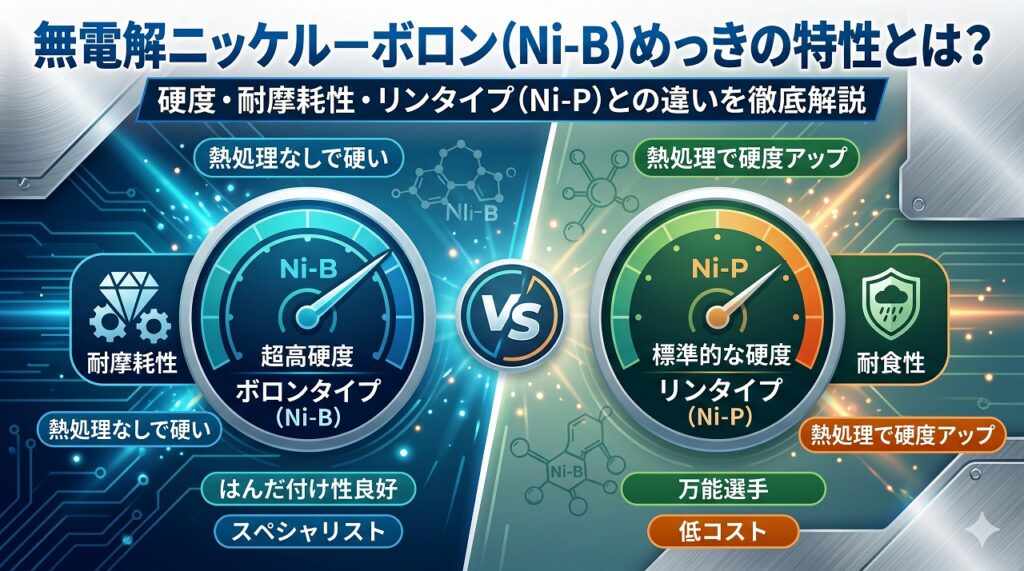
無電解ニッケル−ボロン(Ni-B)めっきとは?
表面処理の世界で「無電解ニッケル」といえば、一般的には次亜リン酸を還元剤とした「リンタイプ(Ni-P)」を指すことが多いですが、今回解説する「ボロンタイプ(Ni-B)」は、ホウ素化合物を還元剤に用いる特殊なめっきです。
わかりやすく例えるなら、リンタイプが「万能選手」なら、ボロンタイプは「特定の厳しい条件下で真価を発揮するスペシャリスト」という印象です。
基本原理と被膜の組成
無電解ニッケル−ボロンめっきは、電気を使わずに化学的還元反応によってニッケルとホウ素の合金被膜を析出させます。
通常、ボロン(ホウ素)の含有率は1%前後、あるいはそれ以下(0.2〜0.5%程度)で制御されることが一般的です。このわずかなボロンの介在が、被膜の構造を劇的に変化させ、後述する圧倒的な硬度や耐熱性を生み出します。
無電解ニッケル−リン(Ni-P)めっきとの決定的な違い
購買担当者様が最も直面する悩みは「リンタイプと何が違うのか?」という点でしょう。
最大の違いは、「熱処理をせずとも高硬度を確保できる」と「融点の高さ」です。
リンタイプの場合、最高硬度を得るためには400°C程度のベーキング処理が必要ですが、これではベースとなる素材(アルミ合金など)が熱で歪んだり、強度が低下したりするリスクがあります。
一方、ボロンタイプは析出したままの状態で非常に高い硬度を維持しているため、素材への熱影響を最小限に抑えたい精密部品に適しています。
無電解ニッケル−ボロンめっきの主な5つの特性
現場で長年多くの不具合や成功例を見てきた経験から、ボロンめっきが選ばれる理由は以下の5点に集約されます。
1. 熱処理なしでも得られる「圧倒的な高硬度」
ボロンめっきの最大の武器は硬度です。
通常の無電解ニッケル−リンめっき(中リンタイプ)の析出状態での硬度はHV500~600程度ですが、ボロンめっきは析出したままの状態で HV700~750前後に達します。さらに、適切な熱処理を加えれば HV900を超え、硬質クロムめっきに匹敵する硬さを得ることが可能です。
「摩耗を防ぎたいが、高温の熱処理で部品を歪ませたくない」という現場の切実な要望に応えられるのが、このボロンタイプなのです。
2. 優れた「耐摩耗性」と「滑り性(自己潤滑性)」
被膜表面に微細な凹凸が形成されやすい性質があり、これが油保持力を高め、摺動部品において極めて優れた耐摩耗性を発揮します。
また、摩擦係数が低いため「滑り性」が良く、金属同士が擦れ合う部位での「かじり」防止策としても非常に優秀です。長寿命化を求められる駆動系部品において、この特性は代えがたいメリットとなります。
3. 高い融点と優れた「はんだ付け性」
リンタイプは熱を加えると 900℃付近から溶け始めますが、ボロンタイプは融点が 1,000℃を超える高い耐熱性を持ちます。
また、特筆すべきは「はんだ付け性」の良さです。酸化被膜が形成されにくく、経時変化後でも良好なはんだ濡れ性を維持するため、電子部品の接合部において「はんだが乗らない」という現場トラブルを劇的に減らすことができます。
4. 電気接点に適した「低い接触抵抗」
ボロンめっきは導電性が比較的高く、接触抵抗が低いという特性があります。
金めっきほどではありませんが、ニッケル系めっきの中では電気の流れがスムーズであるため、コネクタやプローブピンなどの通電部品の表面処理として重宝されます。コストの高い金めっきの代替、あるいは下地処理として選定されるケースも多々あります。
5. 複雑形状にも対応する「均一な膜厚」
これは無電解めっき全般の強みですが、電気を使わないため、袋穴の奥や入り組んだ形状の隙間にも、計算通りの厚さで被膜を付けることができます。
ボロンめっきは膜厚管理がシビアな精密部品に使われることが多いため、この「つきまわり性」の良さは、設計通りの性能を出すために不可欠な要素です。
無電解ニッケル−ボロンめっきのデメリットと注意点
良いことばかりのように見える無電解ニッケル-ボロンめっきにもデメリットがあります。
耐食性におけるリンタイプとの比較
耐食性・防錆性においては、高リンタイプの無電解ニッケルめっきに軍配が上がります。
ボロンめっきは被膜の結晶構造の特性上、塩水噴霧試験などの耐食性評価ではリンタイプに劣る傾向があります。屋外や腐食性ガスにさらされる環境であれば、リンタイプを選ぶか、あるいは適切な封孔処理を検討する必要があります。
コスメ面と液管理の難易度
一般的に、ボロンめっきはリンタイプに比べて高コストになるケースが多いです。
使用する還元剤(ジメチルアミンボランなど)が高価であり、めっき液の寿命も短く管理が非常に難しいため、加工賃はどうしても高めに設定されます。単なる防錆目的であれば過剰スペックとなるため、「なぜボロンでなければならないか」という技術的裏付けを持って選定することが重要です。
主な用途例と活用シーン
実際の現場では、以下のような「替えが効かない」シーンで重宝されています。
自動車・機械部品(摺動部・エンジン周辺)
高温環境下での硬度維持が求められるバルブ部品や、摩耗が激しいピストン周辺部品。
電子部品・半導体(プローブピン・接点部)
微細な通電検査用ピン。優れた導電性とはんだ付け性、そして繰り返しの接触に耐える硬度が評価されます。
金型・工具(離型性の向上)
プラスチック成型金型など。樹脂の剥離性を高めつつ、金型表面の摩耗を防ぐ目的で使用されます。
熱処理による硬度変化と物性の最適化
ボロンめっきは「そのままでも硬い」のが売りですが、さらに性能を引き出すには「ベーキング処理」が有効です。
通常、 300~400℃前後の熱処理を加えることで、非晶質(アモルファス)に近い状態から結晶化が進み、硬度はピークに達します。我々が管理する際は、素材の耐熱温度と目標硬度のバランスを考慮し、処理時間と温度を分単位で調整します。
例えば、アルミ素材であれば 200℃以下の低温で長時間処理することで、素材の軟化を避けつつ硬度を底上げすることができます。
無電解ニッケルリンめっき(Ni-P)と無電解ニッケルボロンめっき(Ni-B) 選定のポイント
無電解ニッケル−ボロンめっきは、「高硬度」「耐摩耗性」「はんだ付け性」という3点において、非常に優秀な表面処理です。
リンタイプ(Ni-P)とボロンタイプ(Ni-B)で迷われている購買担当者様は、以下の基準を参考にしていただければと存じます。
- 熱処理ができない精密部品に硬度を持たせたいか?
- はんだ付け性や電気特性が必須か?
- 過酷な摺動環境で耐摩耗性が必要か?
- 多少のコストアップを許容してでも機能性向上を優先するか?
これらに該当するなら、ボロンめっきが最適と言えます。逆に、単なる防錆目的や熱処理が許容できる大型部品であれば、リンタイプの方がコストパフォーマンスは高いです。
もし判断に迷われる場合は、図面を拝見しながら、環境条件や相手材との相性を考慮して最適な表面処理をご提案させていただきます。
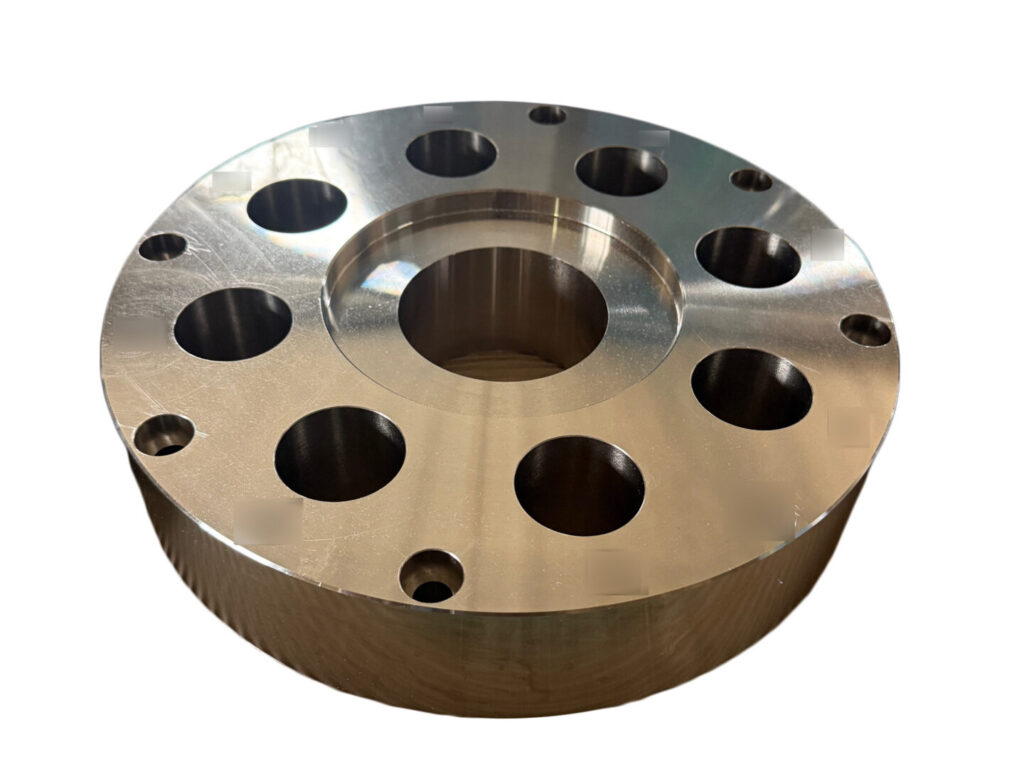
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説
2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説- 2026年4月23日ステンレス(SUS304)への無電解ニッケルめっきのメリットと密着性を高めるポイントを解説
- 2026年4月21日銅への無電解ニッケルめっきのメリットとは?工程、注意点、密着性を高めるポイントを解説
- 2026年4月21日ストライクめっきとは?基礎知識と通常のめっきとの違い