COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。
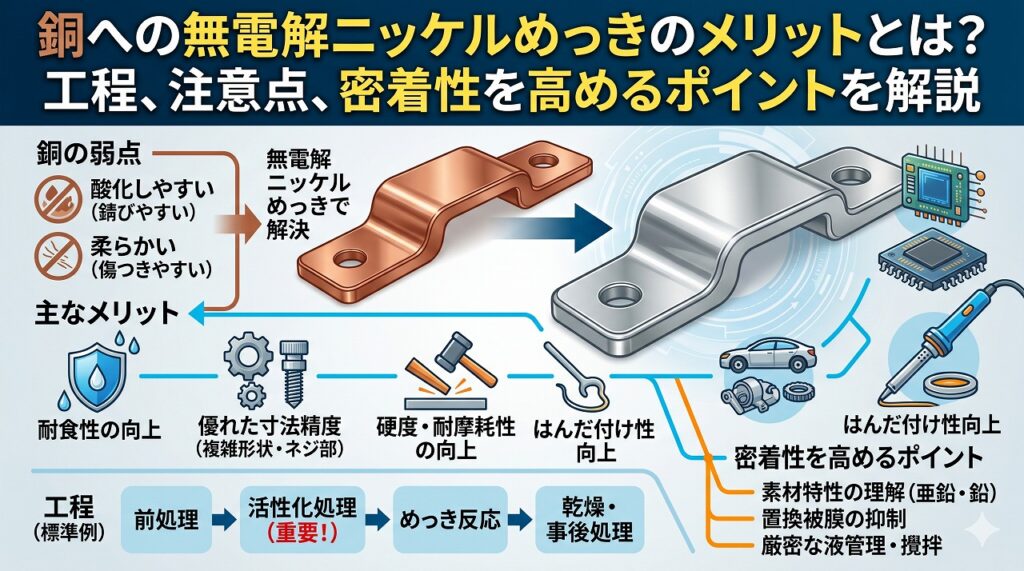
銅は優れた導電性・熱伝導性を持つ反面、酸化しやすく傷つきやすいという弱点があります。
その課題を解決し、機能を最大限に引き出すのが無電解ニッケルめっきです。複雑な形状でも均一な膜厚が得られるこの技術は、精密部品の設計において不可欠な選択肢となっています。
本記事では、銅素材へのめっきが選ばれる理由や具体的なメリット、密着性を高めるための技術的ポイントを、表面処理のプロフェッショナルがわかりやすく解説いたします。
銅・銅合金への無電解ニッケルめっき
表面処理の現場で長年設計者や購買担当者の方々と向き合ってきましたが、銅素材への無電解ニッケルめっきは非常にポピュラーでありながら、実は奥が深く、依頼先の技術力が品質に直結する処理の一つです。
まず、銅という素材は導電性や熱伝導性に極めて優れていますが、一方で「酸化しやすい(錆びやすい)」「柔らかく傷つきやすい」という弱点を持っています。この弱点を補い、銅の機能性をさらに引き出すために行われるのが無電解ニッケルめっきです。
銅素材に無電解ニッケルめっきが選ばれる理由
銅素材に対して無電解ニッケルめっきが選ばれる最大の理由は、その「機能性の付加」にあります。単に見た目を綺麗にするだけでなく、大気中での変色を防ぎ、はんだ付け性を維持し、さらには表面を硬くして耐摩耗性を高めることができます。特に精密電子部品や通信機器、車載部品など、長期的な信頼性が求められる分野では、銅への無電解ニッケルめっきは不可欠なプロセスとなっています。
電解ニッケルめっきとの違いと使い分け
購買担当者の方からよく「電気めっきと何が違うのか」という質問を頂きます。
最大の違いは、電気の力を使わずに化学還元反応によって被膜を形成する点にあります。 電解めっきは電気の「流れやすさ」に左右されるため、複雑な形状の部品だと、角の部分だけ膜厚が厚くなったり、穴の奥には全くめっきがつかなかったりという「膜厚のバラつき」が避けられません。
対して無電解ニッケルめっきは、液体が触れている部分であれば、どこでも均一な厚さでめっきが乗ります。 最近の部品は小型化・複雑化が進んでおり、ミクロン単位の寸法公差が求められる図面においては、無電解ニッケルめっきを指定するのが設計上の定石と言えるでしょう。
銅に無電解ニッケルめっきを施す主なメリット
ベテラン技術者の視点から見ると、無電解ニッケルめっきを採用するメリットは単なる被覆以上の価値があります。
耐食性の向上:銅の酸化・変色を長期的に防止
銅は空気中の水分や酸素と反応し、すぐに黒ずんだり緑青(ろくしょう)が発生したりします。無電解ニッケル被膜(特に中〜高リンタイプ)は非常に緻密でピンホールが少ないため、ベースとなる銅を完全にシールし、過酷な環境下でも腐食から守ります。これは、製品の寿命や接触抵抗の安定性に大きく寄与します。
優れた寸法精度:複雑形状やネジ部への均一な膜厚形成
前述した通り、無電解ニッケルめっきの最大の強みは「つきまわり性」です。例えば、内径の細いパイプの内部や、微細なネジ山、深い止まり穴などがある部品でも、外側と同じ厚さでめっきが可能です。購買担当者としては、電解めっきで発生しがちな「膜厚オーバーによるネジの嵌合不良」といったトラブルを回避できるため、歩留まりの改善につながる大きなメリットとなります。
硬度と耐摩耗性:摺動部品としての機能付加
純銅は非常に柔らかい金属ですが、無電解ニッケルめっきを施すことで、表面をステンレス以上の硬さ(ビッカース硬度HV500前後、熱処理を加えればHV900以上)にまで高めることができます。これにより、コネクタの挿抜による摩耗や、摺動部の焼き付きを防止することが可能になります。
はんだ付け性とワイヤーボンディング性の向上
電子回路やパワーモジュールにおいて、銅上のめっきは「接合」の役割を担います。無電解ニッケルめっきは良好なはんだ濡れ性を持ち、さらにその上に金めっきなどを薄く施すことで、非常に信頼性の高いワイヤーボンディング面を形成できます。
銅素材特有の注意点と密着性を高めるポイント
ここからは、現場の技術者が最も神経を使う「品質管理」の話をします。銅へのめっきは、一見簡単そうに見えて、実は「密着不良」という落とし穴が潜んでいます。
銅合金の成分(亜鉛・鉛等)による反応への影響
ひとえに「銅」と言っても、純銅、真鍮(黄銅)、リン青銅、ベリリウム銅など、その種類は様々です。
例えば真鍮には「亜鉛」が含まれており、これがめっき液に溶け出すと反応を阻害したり、密着を阻害したりする原因になります。また、快削銅に含まれる「鉛」も毒性(めっき反応停止)の原因となります。依頼先の選定時には、その業者が「使用する銅合金の組成を理解し、適切な液管理をしているか」を見極める必要があります。
置換反応の抑制:強固な密着力を得るための下地処理
銅はニッケルよりも貴な金属であるため、めっき液に入れた瞬間に意図しない置換反応が起こりやすい特性があります。
この置換被膜は非常に脆く、そのままめっきを続けると、後からペリペリと剥がれる「密着不良」を引き起こします。 これを防ぐためには、液に投入する前の「予備活性」や、必要に応じて「ストライクめっき」を施すなどの工夫が必要です。「ただ浸けるだけ」ではない、ノウハウの差が出るポイントです。
ピット(ピンホール)を防ぐための浴管理
めっき中に発生する水素ガスが表面に残ると、そこだけめっきがつかずに針の穴のような「ピット」になります。銅部品、特に鋳物や鍛造品などで表面に微細な孔がある場合、このピットが発生しやすくなります。液の攪拌(かくはん)や温度管理、ろ過循環が適切に行われている工場かどうかが、外観・防錆品質を左右します。
銅・銅合金への無電解ニッケルめっきの主な種類と特性
購買担当者として知っておきたいのが、めっき液(リン含有量)による特性の違いです。
中リンタイプ(リン含有量:7〜9%前後)
最も汎用的で、世の中の無電解ニッケルめっきの多くがこれに該当します。硬度、耐食性、はんだ付け性のバランスが良く、銅部品への標準的な仕様として推奨されます。
高リンタイプ(リン含有量:10%以上)
耐食性を最優先したい場合に選びます。被膜が非磁性になるため、磁気を嫌う精密電子機器やセンサー部品に適しています。ただし、中リンタイプに比べると硬度はやや低くなり、はんだ付け性も少し劣る傾向があります。
低リンタイプ(リン含有量:1〜4%前後)
非常に高い「硬度」と「はんだ濡れ性」が特徴です。耐摩耗性が求められる摺動部品や、確実な接合が求められる端子類に向いています。耐食性は他のタイプよりやや劣るため、使用環境に応じた選択が必要です。
銅への無電解ニッケルめっきの標準的な工程
信頼できるめっき工場の工程管理は、以下のようなステップを正確に踏んでいます。
前処理(脱脂・酸洗い)とスマット除去
まずは表面の加工油や酸化膜を完全に除去します。銅の場合、強すぎる酸を使うと表面が荒れすぎてしまうため、素材に合わせた「マイルドな酸洗い」が重要です。
活性化処理:銅表面をめっきに適した状態にする重要工程
銅自らめっき反応を開始させるのは難しいため、パラジウムなどの触媒を付与したり、電気的に表面を活性化させたりします。ここが密着力の「鍵」となる工程です。
めっき反応工程と事後処理(乾燥・変色防止)
均一な膜厚を得るため、温度とpHを厳密に管理しながらめっきを行います。終了後は、ニッケル被膜そのものが酸化するのを防ぐために、変色防止剤による処理を行い、迅速に乾燥させます。
代表的な活用事例
実際にどのような部品に採用されているかをご紹介します。
放熱板(ヒートシンク)
銅の熱伝導率を活かしつつ、表面をニッケルで保護することで、長期間の放熱性能を維持します。
ブスバー・バスバー
大電流を流す銅板にめっきを施し、接触抵抗の増大(酸化)を防ぎます。
通信機器のコネクタ
複雑な形状の端子に均一にめっきを施し、信号伝達の安定性を確保します。
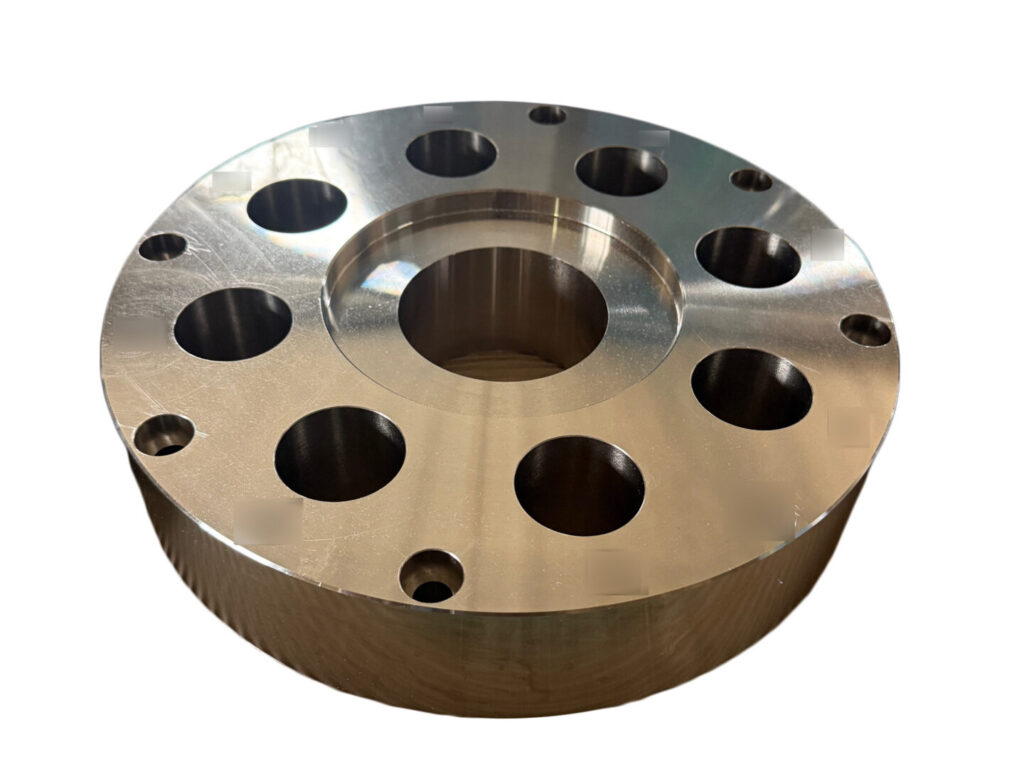
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説
2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説- 2026年4月23日ステンレス(SUS304)への無電解ニッケルめっきのメリットと密着性を高めるポイントを解説
- 2026年4月21日銅への無電解ニッケルめっきのメリットとは?工程、注意点、密着性を高めるポイントを解説
- 2026年4月21日ストライクめっきとは?基礎知識と通常のめっきとの違い