COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。
「めっきが剥がれた」――
表面処理において、絶対にあってはなりません。特にステンレスやダイカストといった難めっき材では、通常の工程だけでは十分な密着強度が得られないことがあります。その解決の鍵となるのが「ストライクめっき」です。
本記事では、なぜストライクめっきが不具合リスクを劇的に低減し、高品質なものづくりを支えるのか、その原理や目的について、表面処理のプロフェッショナルが解説します。
ストライクめっきの定義
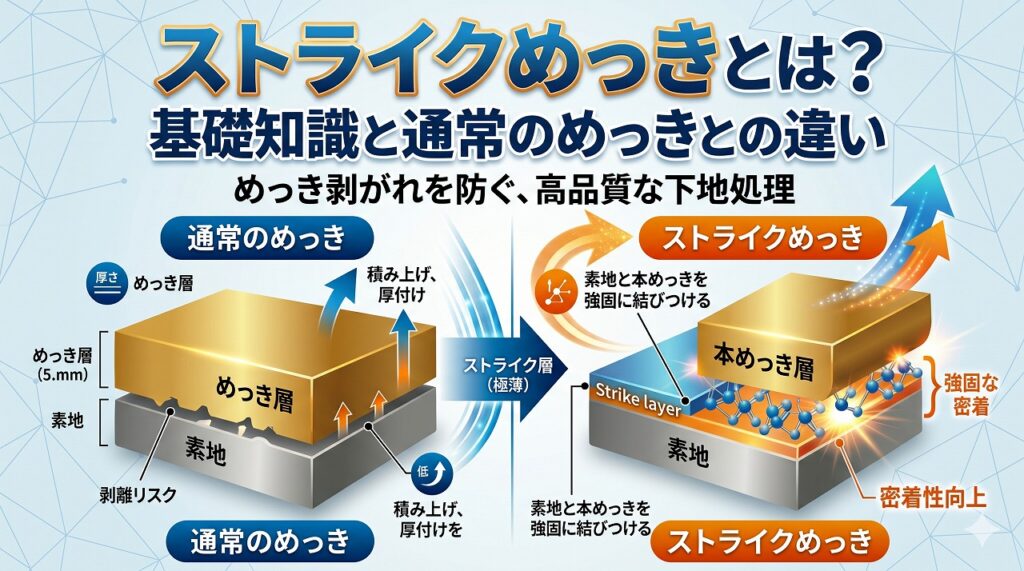
表面処理の現場において「ストライクめっき」とは、本めっき(最終的な仕上げや厚付けを目的としためっき)を行う直前に、極めて薄い金属層を形成させる特殊な下地処理のことを指します。
通常のめっきが耐食性や外観、寸法精度を整えるために「積み上げる」工程であるのに対し、ストライクめっきは素地と本めっきを「強固に結びつける」ための架け橋の役割を果たします。技術的な表現をすれば、素地表面の活性化を維持しながら、瞬時に金属を析出させる「極薄の密着専用層」と言い換えることができます。
ストライクめっきと通常めっきとの違い
ストライクめっきは、通常のめっきとは全く異なる条件で管理されます。最大の特徴は、「低金属濃度・高酸濃度(または強アルカリ)」のめっき浴を用い、通常の数倍という「高電流密度」で「数秒から数分」という短時間処理を行う点にあります。
通常のめっきが均一に美しく厚みを付けるために穏やかな条件で析出させるのに対し、ストライクめっきは高い電圧をかけて強制的に金属を打ち付ける(Strike)ようなイメージです。これにより、後述する不溶性の被膜を突き破り、強固な金属結合を形成することが可能になります。
ストライクめっきを行う3つの主な目的
密着性の向上(酸化被膜の除去と活性化)
めっきにおいて最も恐ろしい不具合は「剥離」です。特にステンレス鋼のように、表面に非常に緻密で強固な「不動態被膜(酸化被膜)」を形成する素材の場合、通常のめっきでは滑ってしまい、全く密着しません。 ストライクめっきは、強酸などの働きでこの酸化被膜を化学的に除去(エッチング)すると同時に、素地が再び酸化する隙を与えずに金属を析出させます。この「除去と析出の同時進行」こそが、過酷な環境下でも剥がれない強固な密着性を実現する鍵となります。
被覆力(つきまわり)の改善
複雑な形状の部品や、深い穴がある形状の製品では、電気の回りが悪くめっきが付着しにくい箇所(不めっき)が生じることがあります。 ストライクめっきは高い電圧(高電流密度)をかけて処理するため、通常のめっきでは析出しにくい奥まった箇所にも瞬時に薄い金属の膜を張ることができます。あらかじめストライクめっきで表面全体を金属被膜で覆っておくことで、その後の本めっきの「つきまわり」を劇的に改善する効果があります。
置換めっきの防止(素地の保護)
鉄やアルミ、亜鉛ダイカストなどの素材を、そのまま銅や銀のめっき槽に入れると、電気を流す前に化学的な反応で勝手に金属が析出してしまう「置換めっき」という現象が起こります。この置換被膜は非常に脆く、剥離の直接的な原因となります。 ストライクめっきによって素地の表面をあらかじめ別の金属でシールドすることで、この有害な置換反応を抑え込み、製品の品質を安定させることができます。
ストライクめっきの原理とメカニズム
不動態被膜(酸化被膜)の破壊と同時析出
ストライクめっきの最大の技術的凄みは、その瞬発力にあります。通常、金属を酸洗して活性化させても、水洗いや槽移動のわずかな時間に空気中の酸素と反応して薄い酸化被膜が再生してしまいます。 ストライクめっき浴は、被膜を溶かす能力が高い組成になっています。通電すると、陰極(製品側)で酸化被膜の溶解と金属の析出がナノ秒単位のサイクルで同時に行われます。被膜が剥がれた瞬間に新しい金属が食いつくため、原子レベルでの金属結合が可能になるのです。
低金属濃度・高酸濃度の浴組成が果たす役割
なぜあえて「低金属濃度」にするのか。それは、金属濃度が高いとすぐに厚い被膜が付いてしまい、密着不良の原因となる置換反応が起きやすくなるからです。 あえて金属成分を少なくし、代わりに酸(塩酸や硫酸など)の濃度を高く設定することで、素地表面のクリーニング効果を極限まで高めています。この「過酷な環境での薄付け」というバランスが、技術者としての腕の見せ所でもあります。
水素ガスによる洗浄効果
ストライクめっき中は、通常のめっきよりも激しく「水素ガス」が発生します。一見すると効率が悪そうに見えますが、このガスの発生には大きなメリットがあります。 激しく発生する水素ガスの泡が、製品表面にわずかに残った油脂や汚れを物理的に弾き飛ばす「スクラビング効果」を発揮します。これにより、化学的な洗浄と物理的な洗浄が同時に行われ、本めっきに最適な、究極にクリーンな表面が作り出されるのです。
主なストライクめっきの種類と特徴
ニッケルストライク(ウッド浴など)
ステンレス鋼やニッケル合金など、難めっき材の処理において世界的に最も標準的なのが「ウッド浴(Wood’s Nickel)」と呼ばれるニッケルストライクです。 塩化ニッケルと塩酸を主成分とした非常にシンプルな浴ですが、その攻撃性は高く、強固なステンレスの酸化被膜を容易に突破します。購買担当者様が「ステンレスにめっきをしたい」と相談された際、まず検討されるのがこの工程です。
銅ストライク(シアン化銅浴)
亜鉛ダイカストやアルミ、鉄鋼材料などの下地として多用されるのが銅ストライクです。 特にシアン化銅浴は、置換反応を抑える力が非常に強く、素材を痛めずに均一な下地を作ることができます。近年の環境規制によりノンシアン化も進んでいますが、その密着信頼性の高さから、現在も航空宇宙や自動車部品などの重要保安部品で根強く支持されています。
貴金属系ストライク(金・銀など)
金めっきや銀めっきを施す際にも、専用のストライク工程が必要です。 貴金属は非常に「貴(置換しやすい)」な性質を持つため、ニッケルなどの下地の上に直接本めっきをすると、密着が極めて不安定になります。金ストライクや銀ストライクを数秒挟むことで、下地との馴染みを良くし、高価な貴金属の本めっきが剥がれるという最悪のコストロスを未然に防ぎます。
【素材別】ストライクめっきの使い分け
ステンレス鋼・難めっき材への対策
ステンレスは「錆びない」ために自己修復する被膜を持っているため、めっき業者にとっては最大の難敵です。 ここでは前述の「ニッケルストライク」が必須となります。SUS304やSUS316、あるいはインコネルといった難切削・難めっき材の場合、このストライク工程の管理不備がそのまま市場での剥離クレームに直結します。
亜鉛ダイカスト・アルミ合金への対策
これらの素材は酸に非常に弱く、通常のめっき液に入れると素材そのものが溶け出してボロボロになってしまいます。 そのため、アルカリ性の「シアン化銅ストライク」や、アルミ専用のジンケート処理(置換亜鉛処理)の後のストライク工程が不可欠です。素材を保護しながら全体を銅の被膜で包み込むことで、その後のニッケルめっきやクロムめっきを安全に進めることができます。
銅合金・鉄鋼材料への対策
比較的めっきが容易とされる鉄や真鍮(銅合金)であっても、高品質を求める場合はストライクめっきを推奨します。 特に熱サイクル試験(高温と低温を繰り返す試験)が要求される部品では、ストライクめっきの有無が耐久性の差として顕著に現れます。確実な品質保証を求める案件では、コストを惜しまずストライク工程を組み込むのがベテランの判断です。
ストライクめっき導入時の注意点と管理のポイント
膜厚管理と過剰処理のリスク
ストライクめっきは、厚ければ良いというものではありません。目的はあくまで「密着」であり、厚くなりすぎると被膜の内部応力(歪み)が高まり、逆に剥がれやすくなる「自己剥離」を引き起こすことがあります。 適正な膜厚(通常は0.1μm以下程度)を維持するために、処理時間と電流値の厳格な管理が求められます。
浴組成のメンテナンス(不純物の蓄積)
ストライクめっきは、素地を溶かしながらめっきを付けるため、液中に素地金属(鉄やクロムなど)が蓄積しやすい傾向にあります。 不純物が増えすぎると、密着力が低下するだけでなく、本めっきの仕上がり(光沢や耐食性)にまで悪影響を及ぼします。定期的な液分析と更新管理が行われているか、委託先の管理体制を確認する際の重要なチェックポイントです。
まとめ:高品質な表面処理に欠かせないストライクめっき
ストライクめっきは、完成後の製品を一目見ただけでは、その存在を確認することはできません。しかし、製品が過酷な環境で使用されたときに「剥がれない」という当たり前の品質を支えているのは、間違いなくこの目に見えない数秒間の工程です。
メーカーの購買・調達担当者の皆様におかれましては、表面処理の不具合対策や新規案件の検討時に、「ストライクめっきの工程は適切か?」という視点を持つことで、品質トラブルを未然に防ぎ、信頼性の高いものづくりを実現していただければ幸いです。もし素材との相性や密着不良でお困りであれば、ぜひ工程設計の段階から経験豊富な技術者へご相談ください。
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説
2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説- 2026年4月23日ステンレス(SUS304)への無電解ニッケルめっきのメリットと密着性を高めるポイントを解説
- 2026年4月21日銅への無電解ニッケルめっきのメリットとは?工程、注意点、密着性を高めるポイントを解説
- 2026年4月21日ストライクめっきとは?基礎知識と通常のめっきとの違い