COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。

優れた耐食性を持つステンレスですが、精密部品や摺動部品として用いる際は、表面硬度や寸法の均一性が課題となります。
本記事では、ステンレスに無電解ニッケルめっきを施すメリットをテーマに、前処理工程において重要となる「不動態被膜の除去」や「ストライク処理」など、表面処理のプロフェッショナルがわかりやすく解説します。
ステンレス(SUS304等)に無電解ニッケルめっきを行う目的とメリット
ステンレス、特にSUS304は、それ自体が優れた耐食性を持つ素材です。
しかし、精密部品や摺動部品、電子機器の筐体などに採用される場合、素材の性能だけでは不十分なケースが多々あります。そこで、あえてステンレスに無電解ニッケルめっきを施すことで、さらなる機能性を付与することが求められます。
寸法精度の向上と均一な膜厚の確保
無電解ニッケルめっきの最大の強みは、化学反応を利用してめっきを析出させるため、電気めっきのように電極の配置による膜厚のバラツキが生じない点にあります。
ステンレス部品が複雑な形状であったり、深い袋穴や細い配管の内径であったりしても、液が触れる部分であればどこでも均一な厚みで被膜を形成できます。 精密加工された部品において、数ミクロン単位での寸法管理が必要な場合、この均一性は極めて重要です。組み立ての嵌合精度を維持したまま表面処理を施せる点は、購買担当者様にとっても設計通りの品質を担保できる大きなメリットと言えます。
耐摩耗性と表面硬度の強化
SUS304は錆に強い反面、表面硬度はそれほど高くありません。そのため、部品同士が擦れ合う摺動部では「かじり」や摩耗が発生しやすいという弱点があります。
無電解ニッケルめっきは、析出状態でHv500前後の硬度を持ち、ベーキング処理を施すことでHv900前後の硬質クロムめっきに匹敵する硬度まで引き上げることが可能です。 これにより、ステンレスの耐食性を活かしつつ、耐摩耗性を劇的に向上させることができます。
部品の長寿命化を実現し、メンテナンスコストの削減を提案できる点は、メーカーの製品競争力を高める要素となります。
はんだ付け性の改善と接触抵抗の低減
ステンレス表面は常に強固な酸化被膜に覆われているため、そのままでは非常にはんだ付けがしにくい素材です。また、接触抵抗も不安定な場合があります。
リン含有量が多い中リンタイプや高リンタイプははんだ濡れ性を低下させてしまいますが、低リンタイプの無電解ニッケルめっきであれば、はんだ濡れ性を確保することができます。電子部品のコネクタやシールドケースにおいて、ステンレスの強度とはんだ付けの容易さを両立させたい場合に、低リン無電解ニッケルめっきは効果を発揮します。
ステンレスへのめっきで最大の課題となる「密着不良」と「剥離」の原因
ステンレスへのめっきにおいて最も注意が必要なのは納入後の剥離です。ステンレスは非常にめっきが付きにくい(密着しにくい)素材の代表格です。なぜ剥離が起きるのか、そのメカニズムを理解しておくことは、信頼できる発注先を選定する上での必須知識となります。
強固な酸化被膜(不動態被膜)の影響
ステンレスが錆びない理由は、表面に「不動態被膜」と呼ばれるナノメートル単位の非常に薄く、かつ強固な酸化被膜が瞬時に形成されるからです。
この被膜は自己修復機能を持っており、削ってもすぐに再生します。しかし、めっき加工においては、この被膜がめっき液と素材の結合を邪魔する巨大な障壁となります。 被膜が残ったままめっきを乗せると、見かけ上はきれいに付いているように見えても、加工時や熱が加わった際に、シールを剥がすようにペリペリとめっきが剥がれてしまいます。この被膜をいかに完全に除去し、再発生する前にめっきを析出させるかが技術の見せ所です。
前処理不足によるスマットの残留
ステンレスをエッチングしたり酸洗いしたりする際、合金成分であるクロムやニッケル、あるいは炭素などが表面に「スマット」と呼ばれる汚れとして残ることがあります。
これが残留した状態でめっきを行うと、密着力が著しく低下します。特にSUS304などのオーステナイト系は、加工硬化層が存在する場合もあり、前処理の選定を誤ると目に見えない不純物が密着を阻害します。現場の管理体制が甘いと、こうしたスマットを見逃し、後の大きなトラブルに繋がるのです。
高品質な仕上がりを実現するための重要工程:適切な前処理の手順
ステンレスに対して高品質の無電解ニッケルめっきを施すためには、めっき槽に入れる前の「前処理」が工程全体の8割の重要性を占めると言っても過言ではありません。我々技術者が現場で最も神経を使うポイントです。
脱脂およびエッチングによる表面清浄化
まずは表面の油分や加工液を完全に取り除く「脱脂」から始まります。その後、必要に応じてエッチングを行い、表面の微細な凹凸を整えます。これにより、物理的なアンカー効果を高め、めっきの食いつきを良くする準備を整えます。
酸化被膜を除去する「酸活性化」の役割
前述した不動態被膜を化学的に剥ぎ取る工程です。強酸を用いて表面を活性な状態にします。しかし、ステンレスは酸から引き上げた瞬間から酸化が始まるため、ここからのスピード感が重要です。水洗工程を挟みつつ、いかに迅速に次のストライク工程へ移れるかが、密着の成否を分けます。
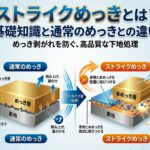
密着性を決定づける「ニッケルストライク」の必要性
ステンレスへのめっきにおける欠かせないのが、ストライクめっきです。
これは、強酸性のニッケルめっき浴を用いて、ごく薄いニッケルの層を電解によって強制的に析出させる工程です。 塩酸濃度が高いため、表面の酸化被膜を溶解しながら同時にニッケルを食い込ませることができます。この下地があることで、その後の無電解ニッケルめっきが強固に密着するようになります。
無電解ニッケルめっきの種類とステンレスとの相性
無電解ニッケルめっきは、液に含まれるリンの含有量によって特性が変わります。用途に応じて適切なタイプを選ぶことが、コストパフォーマンスの最大化に繋がります。
高耐食性を付与する高リンタイプの無電解ニッケルめっき
リン含有量が10%以上の「高リンタイプ」は、被膜が非晶質(アモルファス)構造となります。結晶の隙間がないため、腐食因子が浸入しにくく、極めて高い耐食性を発揮します。厳しい環境下で使用される部品や、酸性の薬品に触れるような用途では、高リンタイプが推奨されます。
高リンタイプの無電解ニッケルめっきは非磁性特性の維持にも寄与
SUS304は本来非磁性ですが、加工によって磁性を帯びることがあります。また、一般的なニッケルめっきは強磁性体です。高リンタイプの無電解ニッケルめっきは、析出状態で非磁性を示すため、磁気を嫌う精密測定機器や電子機器部品に適しています。ただし、熱処理を加えて硬度を上げすぎると磁性を帯びてしまう性質があるため、硬度と磁性のバランスについては注意が必要になります。
はんだ濡れ性を維持する低リンタイプの無電解ニッケルめっき
前述の通り、高リンタイプや最も一般的な中リンタイプは、はんだ濡れ性を低下させる恐れがあります。
したがって、電子部品などで、はんだ濡れ性を維持する必要がある場合は、低リンタイプの無電解ニッケルめっきを詮索されることをオススメいたします。なお、特にリン含有量の指定が無い場合は、基本的に中リンタイプの無電解ニッケルめっきで表面処理を行います。
ステンレスへの無電解ニッケルめっきを検討する際の注意点
最後に、購買担当者様が発注前にぜひ確認していただきたい点を挙げます。
素材の熱処理状態による影響
ステンレスがどのような熱処理(固溶化熱処理など)を受けているか、あるいは冷間加工による内部応力がどれほど残っているかは、めっきの密着性に影響します。
特に加工硬化が大きい部品は、前処理で特別な配慮が必要です。図面にSUS304とあるだけでなく、どのような加工を経た素材なのかをめっき業者に伝えることで、トラブルを未然に防げます。
形状(袋穴や複雑な凹凸)に応じた管理
無電解ニッケルめっきはつきまわりが良いのが特徴ですが、液の循環が悪い「袋穴」などでは、反応によって発生する水素ガスが溜まり、めっきが未着(ボイド)になる可能性が否定できません。治具への掛け方や、液の攪拌方法など、形状に合わせた工夫が求められます。複雑な形状の部品ほど、こうした細かな管理ができる技術力のある業者を選ぶのが良いかと存じます。
「大阪めっき・アルマイトナビ」による表面処理事例

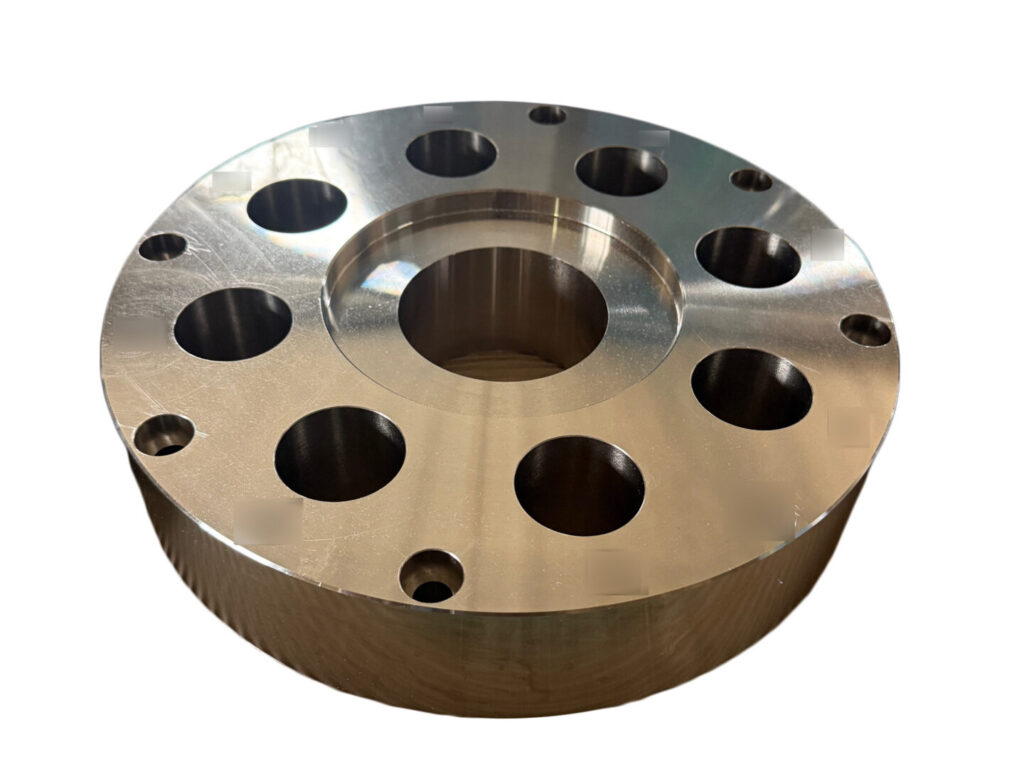
製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説
2026年4月23日無電解ニッケル−ボロン(Ni-B)めっきの特性とは?硬度・耐摩耗性・リンタイプ(Ni-P)との違いを徹底解説- 2026年4月23日ステンレス(SUS304)への無電解ニッケルめっきのメリットと密着性を高めるポイントを解説
- 2026年4月21日銅への無電解ニッケルめっきのメリットとは?工程、注意点、密着性を高めるポイントを解説
- 2026年4月21日ストライクめっきとは?基礎知識と通常のめっきとの違い