COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。

無電解ニッケルめっきの工程は、どの業者でも同じに見えるかもしれません。しかし、被膜の密着性や耐久性といった品質は、めっき液の性能だけでなく、めっき前の「前処理」でほぼ決まります。
特に、お客様が持ち込まれるワークの素材が変わる(鉄、ステンレス、アルミ、銅合金など)と、それに合わせた最適な前処理に切り替えなければ、要求される性能は得られません。
本コラムでは、無電解ニッケルめっきの基本から、素材ごとに大きく異なる前処理、めっき、後処理の全工程を、図解付きで徹底解説します。
無電解ニッケルめっきについては下記記事でも、紹介しておりますので、ご一読ください。
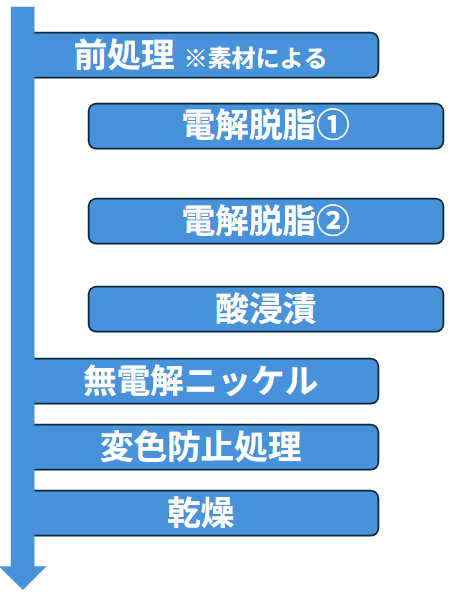
【鉄素材の無電解ニッケルめっき工程】
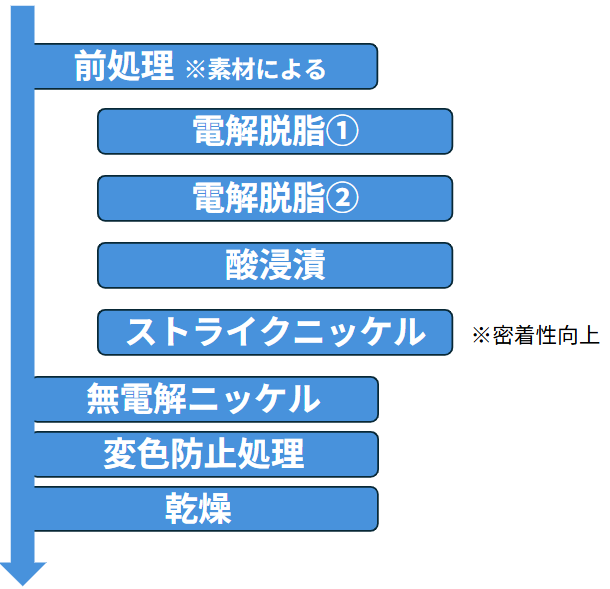
【ステンレス素材の無電解ニッケルめっき工程】
【アルミ素材の無電解ニッケルめっき工程】
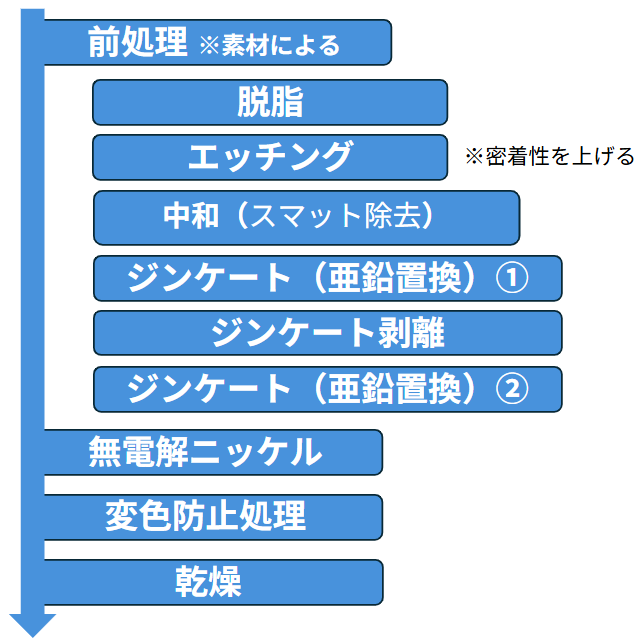
1. エッチング
エッチングは、アルミニウム素材の表面にある酸化被膜や古い汚れを化学的に除去し、また、めっき被膜が剥がれにくくなるように表面をわずかに粗面化する工程です。
アルミニウムは非常に活性が高く、大気中に触れると瞬時に強固な酸化被膜を形成します。この酸化被膜はめっき液の化学反応を妨げ、密着性を著しく低下させるため、めっき前には必ず除去しなければなりません。通常、酸(硫酸など)やアルカリ(水酸化ナトリウムなど)の溶液に浸漬して処理が行われます。
2. 中和(スマット除去)
エッチング工程でアルミニウムの素地が溶解する際に、素材中の不純物(ケイ素や銅など)が溶解せずに黒い残留物として表面に残ることがあります。この黒い残留物がスマット (Smut) です。
中和工程では、主に酸性の溶液(多くは硝酸やフッ酸)を用いて、エッチング後のアルカリや酸を中和するとともに、このスマットを完全に除去します。スマットが残ると、この後に続くジンケート処理が均一に行われず、最終的なメッキの密着不良の原因となるため、非常に重要な工程です。
3. ジンケート(亜鉛置換)
ジンケート処理は、アルミニウム素材に亜鉛の薄い被膜を形成させる工程であり、無電解ニッケルめっきにおいて最も重要な前処理の一つです。
アルミニウムは非常に活性が高いため、そのままニッケルめっき液に浸漬すると、ニッケルイオンよりも先にアルミニウムが溶解し、置換反応でニッケルが粗く析出してしまいます(そのままでは密着性の良いめっきができません)。
そこで、ジンケート溶液(亜鉛塩と水酸化物などを含むアルカリ性の溶液)に浸漬することで、アルミニウムの表面で以下の化学置換反応を起こさせます。
これにより、アルミニウム素地の表面が均一で密着性の良い亜鉛被膜で覆われます。この亜鉛被膜が、アルミニウムとニッケルめっき液との直接の接触を防ぎ、次の無電解ニッケルの析出のための下地として機能します。
4. ジンケート剥離
アルミニウム素材の無電解ニッケルめっきでは、より密着性の高いめっき被膜を得るために、ジンケート処理→剥離→再ジンケート処理」という一連の工程を2回繰り返すのが一般的です(ダブルジンケート処理)。
この「ジンケート剥離」とは、1回目のジンケート処理で形成された亜鉛被膜を、酸性の溶液(多くは硝酸)で完全に溶解・除去する工程を指します。
1回目のジンケート被膜は、微細な欠陥やムラを含んでいることが多いため、一度完全に剥離してから、再度(2回目の)ジンケート処理を行うことで、より均一で緻密な亜鉛被膜を形成させ、結果としてその上に形成される無電解ニッケルめっきの密着性・品質を大幅に向上させることができます。
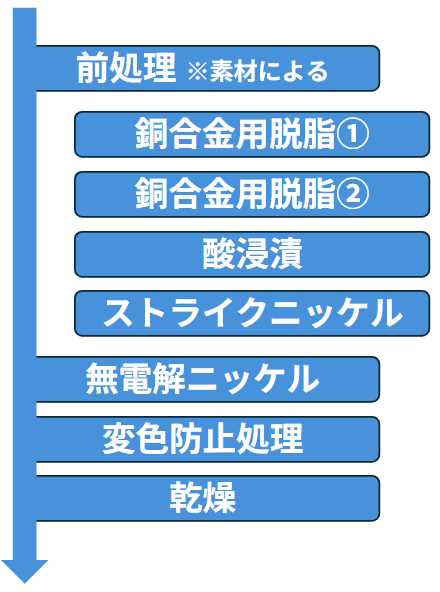
【銅合金素材の無電解ニッケルめっき工程】
品質を左右する!素材別「前処理」の重要ポイント
無電解ニッケルめっきの被膜品質、特に密着性と耐久性は、めっき後の処理よりも、めっき前の前処理の成否によって決定づけられます。
お客様からいただくワークは、鉄、ステンレス、アルミニウム、銅合金など多岐にわたり、それぞれの素材は化学的な性質が全く異なるため、すべての素材に同じ前処理を適用することはできません。
例えば、鉄鋼材は酸処理で比較的容易に活性化しますが、処理の過不足は品質のムラを生じさせ、また水素脆性のリスクを伴います。一方で、ステンレス鋼は、表面に強固な「不働態被膜」を自ら形成するため、この頑強な酸化被膜を確実に破壊し、めっきが密着できる状態(活性化)にするための特殊な酸処理や電解処理が不可欠となります。さらにアルミニウム合金に至っては、めっき液と直接触れると置換反応を起こし、すぐに剥がれてしまうため、めっきに先立ち「ジンケート処理」という亜鉛の薄い中間層を意図的に形成させる特殊な工程を経る必要があります。
このように、素材ごとに抱える課題と、それに対する適切な前処理の設計こそが、めっき業者の最も重要な技術領域です。
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。
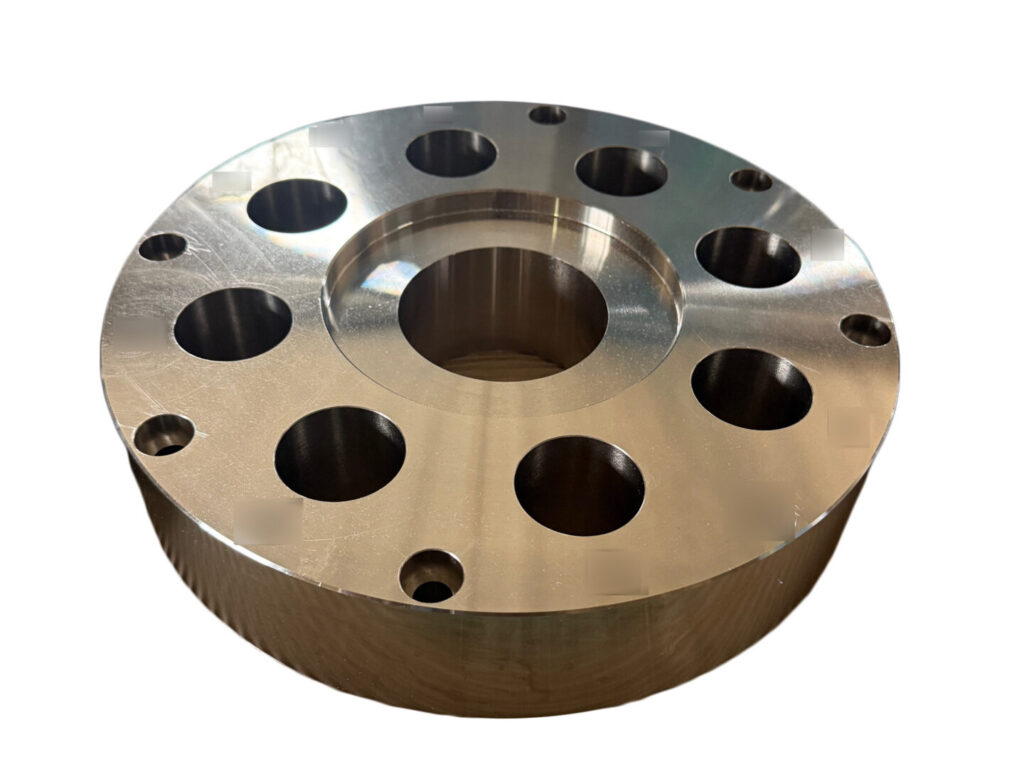

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、当社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
当社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。



