COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。

鋳物の防錆対策や表面処理にお悩みではありませんか。
複雑な形状を持つ鋳物は、一般的なスプレー塗装では塗りムラやサビが発生しやすいという課題があります。その解決策として高く評価されているのがカチオン電着塗装です。
本記事では、鋳物へのカチオン電着塗装の可否から、優れた防錆性を発揮するメリット、特有の注意点や他工法との違いまでプロの視点で分かりやすく解説します。最適な表面処理を選定するための参考にしてください。
そもそも鋳物にカチオン電着塗装は行えるのか
鋳物に対してカチオン電着塗装を施すことは十分に可能です。
むしろ、複雑な形状をした鋳造品に対して非常に有効な表面処理工法として、自動車部品や産業機械など幅広い分野で採用されています。カチオン電着塗装は、水溶性の塗料を満たしたタンクに製品を浸漬させ、電気を流すことで塗膜を形成させる技術です。
この技術は電気の力を利用するため、金属の表面に均一な厚みで塗料を密着させることができます。鋳物は砂型などで成形されることが多く、表面が平滑ではないケースが多々ありますが、通電性のある金属であれば問題なく被膜を形成できるのが特徴です。そのため、サビを嫌う鉄鋳物などの防錆対策として第一選択肢に挙がることが増えています。
一般的に広く普及しているFC(ネズミ鋳鉄)やFCD(球状黒鉛鋳鉄)といった材質に対しても、適切な前処理を行うことで良好な塗装品質を得ることができます。ただし、鋳物特有の素材性質を理解した上で作業を進めなければ、後々外観不良や防錆力低下を招く恐れがあるため、事前のプロセス管理が非常に重要なポイントとなります。
カチオン電着塗装の基本的な仕組みと特徴
カチオン電着塗装の「カチオン」とは陽イオンを意味しており、塗料側にプラスの電荷を持たせ、被塗物である金属側にマイナスの電荷を与えて通電させます。
この電気的な引き合いにより、金属表面に化学的な塗膜が析出する仕組みです。スプレー塗装のように職人の技術によって厚みが変動することがなく、誰が作業しても一定の品質を保ちやすいという工業的なメリットを持っています。
塗装のプロセスとしては、製品を丸ごと液に浸漬させるため、目視できないような細部の隙間まで塗料がいきわたります。通電した部分から順番に絶縁性の塗膜が形成され、まだ電気が流れる未塗装の部分へと次々に塗料が引き寄せられる現象が起きます。これを優れたつきまわり性と呼び、カチオン電着塗装が誇る最大の強みとなっています。
鋳物とカチオン電着塗装の相性
鋳物とカチオン電着塗装の相性は、防錆という目的においては非常に優れていますが、技術的なハードルも存在します。
鋳鉄は炭素量が多いため、表面の電気抵抗や組成のバラつきが塗装の均一性に影響を与えることがあります。また、組織内部に微細な空間を含みやすいため、液を吸い込んだり熱でガスが放出されたりする特性を持っています。
これらの課題をクリアするために、鋳物を塗装する際には通常の鋼板よりも念入りな洗浄や、焼き付け温度のコントロールが求められます。相性が良いからこそ、素材のデメリットを補うためのノウハウが必要不可欠です。適切な管理下で処理された鋳物は、過酷な環境下でも長期間にわたり高い耐久性を維持できるようになります。
鋳物にカチオン電着塗装を採用するメリット
鋳物にカチオン電着塗装を採用する最大のメリットは、他の工法では代替できないほどの圧倒的な防錆性能と、複雑形状への対応力にあります。鋳造品はデザインの自由度が高く、中空構造や入り組んだリブ構造を持つことが多いですが、手作業によるスプレー塗装ではどうしても塗り残しや液だまりが発生してしまいます。
カチオン電着塗装であれば、液体が浸入する隙間さえあれば確実に均一な塗膜を形成できるため、製品全体の防錆レベルを底上げすることが可能です。これにより、製品の寿命を飛躍的に延ばすことができます。また、環境負荷の低い水性塗料を使用しているケースが多く、現代の製造業において推奨されるクリーンな工法である点も魅力です。
さらに、塗膜の密着性が極めて高いため、製品の流通時や組み立て時に多少の衝撃が加わっても、塗装がペリペリと剥がれてしまうリスクを最小限に抑えられます。下地処理としての役割も優秀であり、この上にさらに上塗りを重ねることで、耐候性を高めつつ美しい外観に仕上げることも一般的です。
複雑な形状や内面にも均一に塗膜を形成するつきまわり性
つきまわり性とは、構造の奥深くまでめっき液・塗料がいきわたる性能のことです。
カチオン電着塗装はこの性能が極めて高く、パイプの内側や、鋳物特有の複雑なフィン構造の隙間までしっかりとカバーします。電気の特性上、外側のコーティングが完了すると自然に内側へと電界が移動するため、膜厚のムラがほとんど発生しません。
吹付塗装でありがちな、角の部分だけ塗料が薄くなるエッジカバー性の不足という問題も、カチオン電着であれば緩和されます。製品全体を均一な厚みで包み込むことができるため、外観の美しさを損なうことなく、どの部分から触れても滑らかな仕上がりを実現できるのが大きな強みです。
鋳物の弱点であるサビに対して高い防錆性を発揮
鉄を主成分とする鋳物は、空気中の水分や酸素に触れるとすぐに酸化し、赤サビを発生させてしまいます。特に屋外で使用される部材や、自動車の足回り部品などは絶えず厳しい環境に晒されるため、強固な防錆壁が必要です。カチオン電着塗装は、エポキシ樹脂を主体とした強固な塗膜が金属表面を完全に遮断します。
この塗膜は塩水噴霧試験などでも数百時間以上サビを寄せ付けないほどの耐食性を誇り、防錆油や簡易的な塗装とは比較にならないほどの防錆力を発揮します。サビによる製品の肉厚減少や強度低下を防ぎ、長期的な安全性を確保するためには、なくてはならない表面処理技術と言えます。
塗膜が薄く均一なため製品の寸法精度を維持しやすい
一般的な吹付塗装や粉体塗装では、塗膜の厚みが数十から数百ミクロンに達することがあり、ネジ穴が埋まったり勘合部の寸法が狂ったりすることが珍しくありません。一方でカチオン電着塗装の標準的な膜厚は15から25ミクロン程度と非常に薄く、かつ全体が均一にコントロールされています。
この薄膜特性のおかげで、塗装後に機械加工面の手直しをする手間が減り、設計通りの寸法精度を維持しやすくなります。精密な組み立てが必要な産業機械部品や、ボルト締めを行う接合部を持つ鋳物製品において、この寸法変化の少なさは生産性を向上させる極めて大きなメリットとなります。
鋳物のカチオン電着塗装で注意すべきデメリットと対策
多くのメリットを持つカチオン電着塗装ですが、鋳物特有の欠陥や性質を理解していないと、重大な外観不良を引き起こす原因になります。
鋳物は製造プロセス上、内部に微小な空気の泡や不純物を抱き込みやすい性質があります。これらが原因となって、塗装の焼き付け乾燥時にトラブルを発生させることがあります。
また、塗装前の洗浄工程が不十分であると、鋳物の表面に残った砂や酸化被膜が塗料の密着を阻害し、部分的な剥離を招くこともあります。これらのトラブルを防ぐためには、素材を受け入れた段階からの品質管理と、鋳物に適した特別な処理条件の設定が不可欠です。デメリットをあらかじめ予測し、先手を打った対策を講じることが成功の鍵となります。
鋳物特有の巣穴によるガス欠陥と外観不良
鋳物の表面や内部に存在する目に見えないほどの微細な穴を巣穴と呼びます。
塗装工程の最後には、160度から180度前後の高温で塗荷を焼き付ける乾燥工程がありますが、この際に巣穴の内部に閉じ込められていた空気や水分、あるいは浸入した前処理液が急激に膨張して外に吹き出してきます。
これが硬化途中の塗膜を突き破ると、ピンホールやブツと呼ばれるクレーター状の穴が表面に残ってしまいます。外観を損ねるだけでなく、その穴から水分が侵入してサビの原因になるため注意が必要です。対策としては、塗装前に製品をあらかじめ加熱してガスを抜いておく予備加熱や、ガスが抜けやすい低粘度の塗料を選定することが有効です。
前処理の重要性と黒皮の影響
鋳造されたばかりの鋳物表面には、黒皮と呼ばれる硬い酸化スケールや、型砂が焼き付いた汚れが付着しています。これらが残った状態でカチオン電着塗装を行っても、電気の流れが阻害されて綺麗に塗膜が析出しません。また、密着力が著しく低下し、使用中にペリペリと剥がれてしまう原因になります。
そのため、塗装前にはショットブラストやサンドブラストによって表面の黒皮を物理的に除去し、金属の素地を露出させる処理が必須となります。さらに、その後の化学的な脱脂や被膜化成処理を正確に行い、塗料が最も定着しやすいクリーンな表面状態を作り出すことが品質安定の絶対条件です。
熱影響による鋳物の歪みや機械的性質への配慮
前述の通り、カチオン電着塗装の焼き付けには高温の熱処理が伴います。一般的な鋼板であれば問題ありませんが、精密に機械加工された後の鋳物や、薄肉の複雑な形状をした鋳造品の場合、この熱によってわずかな歪みや変形が生じることがあります。
特に、残留応力が残った状態の鋳物に熱を加えると、応力が開放されて寸法が狂ってしまうケースがあります。これを防ぐためには、機械加工の前にあらかじめ応力除去焼きなましを行っておくか、通常よりも低い温度で硬化する低温焼き付け型のカチオン塗料を採用するなどの工夫が求められます。
カチオン電着塗装と他の表面処理の違い
鋳物の防錆や表面処理を検討する際、カチオン電着塗装以外にも多くの選択肢が存在します。
代表的なものとして、吹付塗装、塗膜が厚く頑丈な粉体塗装、そして亜鉛めっきなどの電気化学的なめっき処理が挙げられます。それぞれに一長一短があり、コストや使用環境に応じて使い分ける必要があります。
カチオン電着塗装は、これらの工法の中間に位置するようなバランスの取れた特性を持っています。大量生産におけるコストパフォーマンスが高く、複雑形状への対応力では他の追随を許しません。しかし、紫外線に弱いといった弱点もあるため、他の表面処理の特徴を正しく把握し、製品の用途に最適な方法を選択することが重要です。
吹付塗装との違い
手作業や自動ロボットで行う吹付塗装は、設備投資が比較的安価で、多種多様な色や塗料を柔軟に切り替えられる点がメリットです。
しかし、職人の技量によって塗膜の厚みにムラが出やすく、複雑な裏面や奥まった隙間には塗料が届かないという物理的な限界があります。
カチオン電着塗装は、色のバリエーションこそ黒色が主流で制限されますが、自動化されたラインで製品を丸ごと液に浸すため、塗りムラや塗り残しが一切発生しません。大量の部品を均一な品質で効率よく処理したい場合には、吹付塗装よりもカチオン電着塗装の方が圧倒的に有利となります。
粉体塗装との違い
粉体塗装は、粉末状の塗料を静電気で付着させて高温で溶かす工法です。一度の塗装で100ミクロン以上の非常に厚い塗膜を形成できるため、キズや衝撃に対して非常に強く、優れた耐候性を持っています。屋外に設置されるガードレールや大型の構造物によく使われます。
これに対してカチオン電着塗装は、塗膜が薄いため物理的な衝撃によるキズには粉体塗装ほど強くありません。しかし、粉体塗装は塗膜が厚すぎるために寸法精度が出にくく、入り組んだ内面へのつきまわり性はカチオン電着に及びません。薄膜で精密さを維持したい場合はカチオン、タフな強度が欲しい場合は粉体という使い分けになります。
めっき処理との違い
亜鉛めっきに代表されるめっき処理は、金属の表面に別の金属の膜を析出させる技術です。
電気化学的な作用でサビを防ぐ効果が高く、ネジ類や小型の金具などに広く使われています。ただし、鋳物に対してめっきを行う場合、酸洗工程で鋳物の組織が水素を吸い込んで脆くなる水素脆化のリスクや、めっき液が巣穴に残留して後から噴き出すトラブルが懸念されます。
カチオン電着塗装は樹脂の膜で覆うため、めっき特有の液残りのリスクが少なく、環境に有害な重金属を使用しないクリーンな処理が可能です。外観の金属光沢を求めない防錆目的であれば、鋳物に対してはカチオン電着塗装の方がトラブルが少なく安全に施工できるケースが多いと言えます。
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。
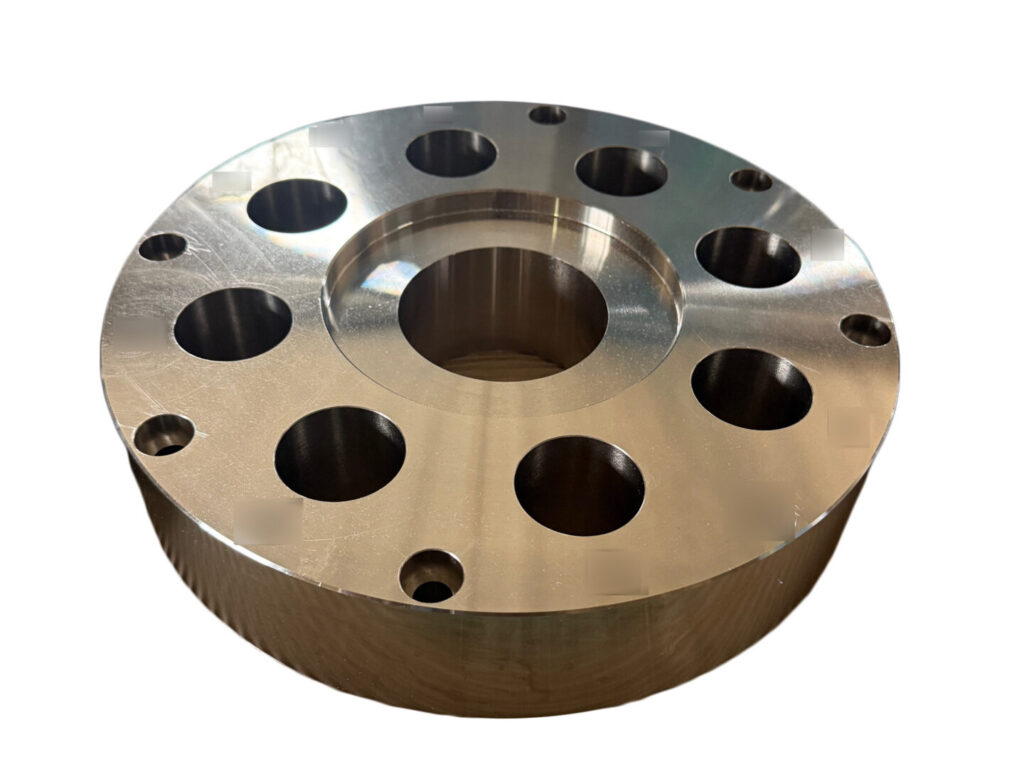

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

カチオン電着塗装なら旭鍍金工業所にお任せください!
①850×450×250サイズまで対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、850×450×250サイズまでの処理が可能なカチオン電着塗装ラインを保有しております。月産数十万個の量産から、数百~数千個の小中ロット量産まで対応可能です。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。



