COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。
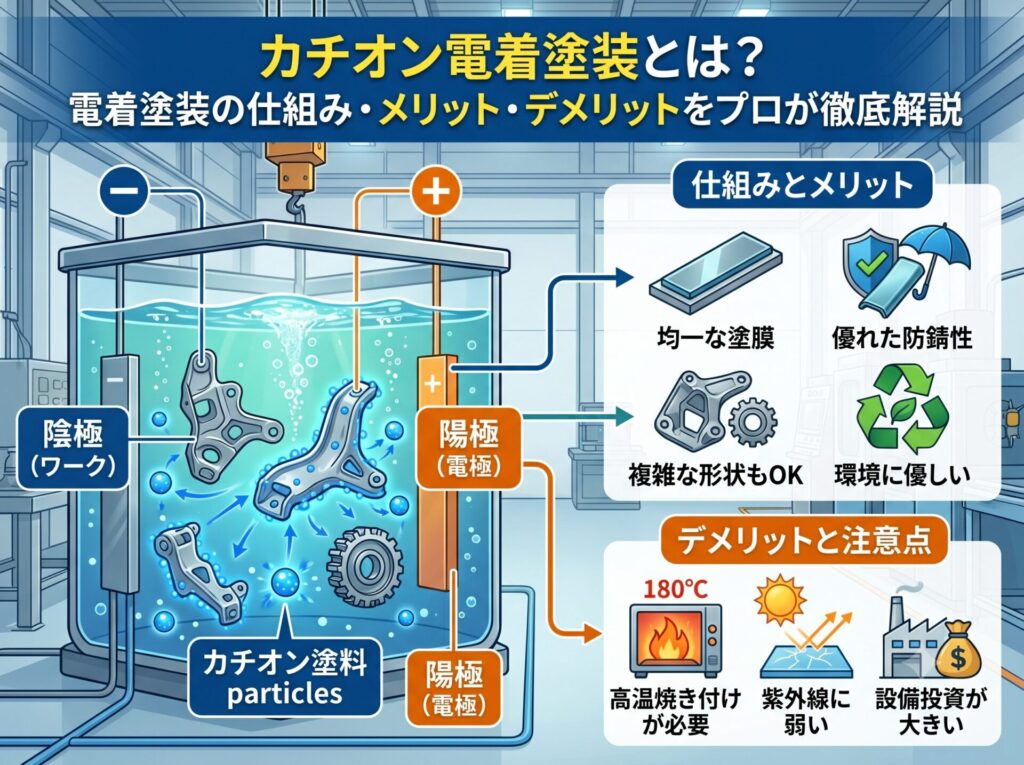
カチオン電着塗装は、優れた防錆性と高い量産性を両立した画期的な表面処理技術です。スプレー塗装とは異なり、塗料のプールに金属製品を丸ごと沈めて電気を流すため、複雑な形状や奥まった隙間でもムラなく均一に仕上げられます。
本記事では、製造業で幅広く重宝されているカチオン電着塗装の基本的な仕組みから、メリット・デメリット、一般的な加工工程、実際の主な用途までをプロの視点で分かりやすく徹底解説します。
電着塗装・カチオン電着塗装とは?基礎知識を解説
電着塗装の基本的な仕組み
電着塗装とは、水に希釈した水性塗料のタンクの中に金属製のワーク(被塗物)を浸漬させ、電気を流すことで金属表面に均一な塗膜を形成させる特殊な表面処理技術です。この仕組みは理科の実験で習う電気泳動の原理を応用したものであり、塗料内の樹脂粒子を電気的に引き寄せて金属表面に化学的に析出(凝固)させます。
通電によって塗料が焼き付くように付着するため、液から引き上げた段階ですでに強固な塗膜のベースが形成されているのが特徴です。液体のプールに製品を完全に沈めて塗装を行うため、スプレー塗装のように手の届かない部分や影になる部分といった塗り残しが発生しません。極めて均一かつ精密な膜厚管理が求められる工業製品や、大量生産を行う工業部品の基礎塗装として、現代の製造業には欠かせない非常に信頼性の高い塗装方法として確立されています。
カチオン(陰極)とアニオン(陽極)の違い
電着塗装は、電気を流す際の極性(プラスとマイナス)の違いによってカチオン電着塗装とアニオン電着塗装の2種類に大きく分類されます。
カチオン(Cation)とは陽イオン(正電荷)を意味します 。カチオン電着塗装では、塗料側の樹脂粒子にプラスの電荷を持たせ、塗装したい金属製品をマイナス極(陰極)側につないで通電します。電気の力でプラスの塗料粒子がマイナスの金属表面へと引き寄せられ、化学反応を起こして硬い塗膜を形成します。
一方のアニオン(Anion)電着塗装は、塗料粒子にマイナスの電荷を持たせ、金属製品をプラス極(陽極)側にして塗装する方式です。アニオン電着塗装の場合、通電時にプラス極側となった金属素地から一部の金属イオンが塗料中にわずかに溶け出してしまうという技術的弱点があります。これにより、塗膜の下でサビが進行しやすくなるなどのデメリットが生じます。
これに対してカチオン電着塗装は、金属製品がマイナス極になるため、塗装中に金属素地が溶け出す心配が一切ありません。そのため、下地を傷つけることなく非常に強固で密着性の高い防錆被膜を作ることが可能です。現在、工業用途で電着塗装といえば、優れた耐食性を持つこのカチオン電着塗装を指すことが一般的となっています。
カチオン電着塗装のメリット
メリット:優れた防錆性(サビにくさ)
カチオン電着塗装が選ばれる最大の理由は、他の塗装方法の追随を許さない圧倒的な防錆性能(耐食性)にあります。
前述の通り、塗装プロセスにおいて金属素地が溶け出さないマイナス極で通電を行うため、金属の表面を完全に保護した状態で塗膜を形成できます。さらに、電着塗装の前に施される化成処理(リン酸亜鉛被膜など)との相性が抜群に良く 、この下地層と電着塗膜が強固に分子結合するアンカー効果によって、水分や酸素の浸入を徹底的にブロックします 。
この優れた防錆効果により、サビの発生が致命的な不具合につながる自動車のボディや足回り部品、屋外に長期間設置される過酷な環境下の産業機械などで広く重宝されています 。傷がついてもそこからサビが広がりにくいという特性もあり、製品の寿命を飛躍的に延ばすことができる表面処理です。
メリット:複雑な形状や隙間でも均一に塗装可能
カチオン電着塗装には、どれほど複雑な形状の部品であっても、驚くほど均一な膜厚で丸ごと塗装できるという強力なメリットがあります 。
スプレー塗装や粉体塗装の場合、ノズルの向きや職人の技術によって、製品の奥まった場所や重なり合う隙間、パイプの内面などに塗料が届かず、塗りムラや塗り残しが発生しがちです。しかし、カチオン電着塗装は液への浸漬と電気の力を利用するため、液が触れているすべての場所に塗料粒子が行き渡ります 。
さらに利点となるのが、スローイングパワー(つきまわり性)と呼ばれる自己析出性です。電気は流れている効率の良い外側の近い場所から順番に塗料を析出させていきますが、一度塗膜が形成された場所は電気を通さない絶縁体へと変化します。すると、電気はまだ塗料がついていない奥まった隙間や内側へと自動的に流れるようになり、結果として製品全体がまったく同じ厚み(ミクロン単位の精度)で均一に包み込まれる仕様になっています。
メリット:塗料のロスが少なく環境に優しい(高い量産性)
環境負荷の低減と、コストパフォーマンスに直結する生産性の高さもカチオン電着塗装の大きな強みです 。
一般的なスプレー塗装では、大気中に飛散して無駄になってしまう塗料(オーバースプレー)が30%〜50%近くにのぼることも珍しくありません。一方で、カチオン電着塗装は水性の塗料塗槽にドブ漬けして処理するため、飛散によるロスが根本的に発生しません。液から引き上げた際に付着している余分な塗料についても、後段の回収・水洗プロセスによって徹底的に洗い流され、再び塗装槽へと戻されて再利用されるシステムが組まれています。そのため、塗料の利用効率は95%以上とも言われており、非常にエコな工法です。
また、塗料自体が有機溶剤をほとんど含まない水性塗料であるため、作業環境におけるVOC(揮発性有機化合物)の排出を大幅に抑えられます。乾燥時や焼き付け時の火災リスクも低く、現代の厳しい環境規制にも適応したクリーンな技術です。一度に数百〜数千個の部品をラックと呼ばれる治具に吊るしてまとめて処理できるため、中ロットから大ロットの量産加工において圧倒的なスピードと低コストを実現します 。
メリット:塗膜が垂れにくく、外観が均一に仕上がる
液体塗装で頻繁に問題となる液ダレやエッジ部の薄膜化が起きにくい点も、仕上がりの美しさに貢献しています 。
スプレーなどで厚塗りすると、乾燥する前に重力で塗料が下へ垂れてしまい、不細工なタレや溜まりができてしまいます。しかしカチオン電着塗装の場合、通電した瞬間に塗料の樹脂成分が化学反応によって固体の塗膜として金属表面に析出するため、液から引き上げても塗料がダラダラと流れ落ちることがありません。
余分な水分や不要な成分は電気の力で絞り出された状態で析出するため、タレや気泡の跡が残らず、非常に平滑で滑らかな外観が得られます 。これにより、その後の上塗り塗装を行う際にも、非常に綺麗なベース塗膜として機能します。
カチオン電着塗装のデメリットと注意点
デメリット:高温度での焼き付けが必要
カチオン電着塗装は、通電して塗料を析出させただけでは完全に硬化していません。最終的な強度や耐久性を発揮させるためには、塗装後に焼付け乾燥炉を通し、約180℃前後の高温で20分〜30分ほど加熱する必要があります。
この高温による熱処理が必須であるため、熱に耐えられない素材には塗装することができません。例えば、プラスチックやゴムが組み合わさった複合部品、熱を入れると歪みや硬度変化が起きてしまう精密な特殊金属、ハンダ付けや特定の接着剤があらかじめ施されているワークなどは、熱分解や変形の恐れがあるため不適合となります。塗装を検討する際は、製品を構成するすべての材質が180℃以上の熱に耐えられるかを必ず確認しなければなりません。
デメリット:紫外線に弱く、屋外使用時は上塗りが必要
カチオン電着塗装に使用される塗料の多くは、防錆性能を極限まで高めるためにエポキシ樹脂がベースとなっています。このエポキシ樹脂はサビを防ぐ力が非常に強い反面、紫外線(UV)に弱いという明確な弱点を持っています。
カチオン電着塗装を施しただけの状態で直射日光が当たる屋外に放置すると、数ヶ月から数年で塗膜の表面が劣化し、白く粉を吹いたようになるチョーキング現象が発生します。塗膜が劣化すると、自慢の防錆力も徐々に低下してしまいます。
そのため、自動車のボディのほか、建材や屋外設置の機械など、直接太陽光にさらされる製品に使用する場合は、カチオン電着塗装を強力なサビ止め(下塗り・中塗り)として利用し、その上から耐候性に優れたアクリル樹脂やウレタン樹脂、フッ素樹脂などのスプレー塗装・粉体塗装を重ねる複層仕上げにするのが鉄則です 。
デメリット:設備投資が大きく、色の変更が容易ではない
カチオン電着塗装は、製品を丸ごと沈めるための巨大な塗料プール(電着槽)や、前処理槽、純水洗設備、通電用の高圧電源、そして高温の焼き付け乾燥炉など、非常に大規模な工場設備が必要となります。そのため、小規模な設備で手軽に始めることができず、初期の設備投資や維持管理コストが非常に大きいという障壁があります。
また、スプレー塗装であればガンの中の塗料を入れ替えるだけで簡単に色を変えられますが、電着塗装は数トン〜数十トンもの塗料が常に槽に満たされているため、簡単に色を変更することができません。
一般的に工業用途におけるカチオン電着塗装のカラーバリエーションは、自動車の足回りや下地として最も汎用性の高い黒色が市場の大部分を占めています 。特定のオリジナルカラーやカラフルな色表現を求められる製品には不向きな工法と言えます。
デメリット:通電する素材にしか対応できない
電気浸透の原理を用いている塗装方法である以上、電気が流れる金属材料(導電性を持つ素材)にしか塗装ができません 。
鉄、ステンレス、アルミニウム、真鍮や銅合金といった一般的な金属には問題なく対応できますが 、木材、ガラス、プラスチック、セラミックスなどの絶縁体には一切塗料が付着しません。また、金属製品であっても、表面に電気を流さない強力な絶縁被膜(厚いサビや特殊な樹脂コーティングなど)がすでに残っている場合は、通電が遮られてそこだけ塗装が抜けてしまうため、事前の丁寧な洗浄や表面調整が必要不可欠となります 。
カチオン電着塗装の一般的な工程
① 前処理・脱脂
カチオン電着塗装をはじめとするすべての表面処理において、最も重要と言っても過えんではないのが前処理(脱脂)の工程です。
金属製品の表面には、加工時についたプレス油、防錆油、切削スクラップ、あるいは人の手垢など、目に見えない頑固な油分や汚れが無数に付着しています。これらが少しでも残った状態で電着槽に入れてしまうと、その部分だけ電気が流れずに塗料が弾かれ、製品が仕上がった後に塗膜がペリペリと剥がれる密着不良の最大の原因になってしまいます。
工程では、アルカリ性の洗浄液などを用いてワークを丁寧にドブ漬け洗浄し、油分を完全に洗い流します 。仕上がりの耐久性を左右する、極めてデリケートで管理ノウハウが求められるプロセスです。
② 化成処理
油分を完全にきれいに落とした後、すぐ電着塗装に入るのではなく、金属の表面に化成処理被膜と呼ばれる特殊な結晶層を化学反応で形成させます 。
鉄素材の場合であればリン酸亜鉛被膜処理などが代表的です 。この処理を行うことで、金属の表面に微細な凹凸を持つ強固な結晶がびっしりと並びます。この凹凸が、次に塗る電着塗料をガッチリと掴んで離さないアンカー効果を発揮し、塗膜の密着性を何倍にも高めます。
また、万が一塗膜に深い傷が入って金属素地まで達した場合でも、この化成処理被膜が周囲へのサビの広がりを食い止める防壁となるため、電着塗装の防錆力を極限まで引き出すために欠かせない重要工程です。
③ 電着塗装
下地作りが完成したら、いよいよメインであるカチオン電着塗料が満たされた電着槽へとワークを浸漬させます 。
製品を吊るした治具をマイナス極(陰極)に、電着槽の壁面などに配置された対極板をプラス極(陽極)に設定し、直流電流を印加します。電圧をかけると、槽の中で均一に分散していたプラスの電荷を持つ樹脂粒子が、一斉にマイナス極である製品の表面へと向かって泳動していきます。
製品の表面に到達した粒子は、電気化学反応によって水に溶けない固体の塗膜へと変化し、ミクロン単位で精密かつ均一に積み重なっていきます。製品の形状や求められるスペックに応じて、通電する時間や電圧の強さを細かくコントロールします。
④ 水洗
電着槽から引き上げられた製品の表面には、電気的にしっかり析出した固まった塗膜の上に、まだ固まっていないドロドロとした余分な塗料液がまとわりついています。これをそのまま乾燥させてしまうと、外観が液ダレでドロドロになったり、肌荒れを起こしたりして製品になりません。
そのため、電着槽を出た直後にUF(限界濾過)液や純水を使用した水洗スプレーや浸漬槽を何段階も通し、表面の余分な塗料成分をきれいに洗い流します。このとき洗い落とされた塗料は、無駄に廃棄されるのではなく、濾過システムを巡って再びメインの電着槽へと回収されてリサイクルされるため、無駄のない非常に洗練された環境システムとなっています。
⑤ 焼付け乾燥
水洗が終わったワークは、最後に巨大な焼付け乾燥炉へと投入されます 。
炉内は約180℃前後の均一な高温に保たれており 、熱を加えることで、析出した樹脂成分が一度ドロリと熱融解して表面をより滑らかに平滑化したあと、化学的な架橋反応を起こして完全に焼き固まります 。
この焼き付けによって水分が完全に弾き飛ばされ 、エポキシ樹脂が本来持っている硬度、耐摩耗性、環境性能、そして最高峰の防錆性能が完全に引き出されます。炉を出てしっかり冷却された製品は、これにてすべてのカチオン電着塗装プロセスが完了となり 、厳しい外観・膜厚検査を経て納品ステージへと進みます 。
カチオン電着塗装の主な用途と採用業界
自動車部品・足回り製品
カチオン電着塗装が最も過酷に、そして大量に活躍しているのが自動車業界です 。
自動車は、雨、雪、泥水、あるいは冬場に道路に撒かれる塩化カルシウムなどの融雪剤など、金属にとって極めて過酷なサビの脅威に常にさらされています。特に車の底面やホイールの隙間、サスペンションやアーム類といった足回り部品、そして自動車の骨格となるモノコックボディ全体には、サビ対策としてほぼ確実にカチオン電着塗装が下塗りとして採用されています 。
自動車メーカーの巨大なラインでは、プレス・溶接された車体が丸ごと巨大なプールに浸漬され、外側から見えないフレームのパイプの内部まで一瞬で均一に防錆塗装されています。高い耐久性と安全性を担保するために、なくてはならない基幹技術です。
産業機械・建築資材・日用品
自動車分野で培われた絶対的な防錆力と量産性の高さは、他のさまざまな産業へも広く展開されています 。
例えば、雨ざらしの環境でタフに使われるトラクターやコンバインなどの農業機械部品 、ショベルカーなどの建設機械、工場のプラント設備 、ビルの屋外非常階段やガードレールなどの建築資材にも多用されています 。複雑に組まれた溶接構造物や、製缶加工された大きな架台フレームであっても 、電着塗装であれば溶接の隙間や内側まで塗料が回り込むため、サビによる構造劣化を防ぐことができます。
さらに身近なところでは、オフィスのスチールデスク、物置、日用品のブラケットステー 、さらには高い信頼性が求められる消火器のバルブ部品などの防災機器にいたるまで 、美しい黒色の外観と強固な寿命を両立させたい金属製品のベースとして 、あらゆる場所で私たちの社会を陰から支えています。
まとめ:カチオン電着塗装の特性を理解して最適な表面処理を
カチオン電着塗装は、圧倒的な防錆性とどんな複雑な形状でも均一にカバーできるつきまわり性 、そして環境に優しく量産性に優れるという 、現代の金属加工における理想的なメリットを数多く備えた表面処理技術です。
一方で、180℃の熱に耐える素材であること 、紫外線に弱いため屋外では上塗りが必要、色の自由度が低いといった明確な特性(制約)も存在します。これらの強みと弱点を正しく理解し、製品の用途や使用環境に合わせて、無電解ニッケルめっきやアルマイト処理 、あるいは各種めっきや塗装といった他の表面処理技術とうまく使い分けることが、製品の価値を最大化する鍵となります 。
表面処理の選定にお悩みの際は、製品の図面や要求スペック、ロット数などを提示した上で、設備とノウハウを持った専門の表面処理業者へ一度相談してみることをおすすめします。特性を最大限に活かした、最適な表面処理アプローチを見つけていきましょう。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。



