COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。

アルミニウムへのめっきにおいて、製品の品質を左右する最も重要な工程をご存知でしょうか。その答えは「ジンケート処理(亜鉛置換法)」にあります。アルミニウムは表面に強固な酸化被膜を形成しやすいため、そのままではめっきが密着せず、剥離の原因となってしまいます。この課題を解決し、アルミ素地とめっき層を強固に結びつける「接着剤」の役割を果たすのがジンケート処理です。
本記事では、表面処理のプロの視点から、ジンケート処理の反応メカニズムや、密着性を劇的に向上させる「ダブルジンケート処理」の秘訣を解説します。材質や工程管理のポイントを抑え、剥がれない高品質なアルミめっきを実現するための基礎知識を深めていきましょう。
ジンケート処理とは?アルミニウムへのめっきに必須の工程
現場で「アルミのめっき」と聞けば、我々技術者が真っ先に思い浮かべるのが「ジンケート処理」です。なぜなら、この工程の良否が、めっきの最終的な密着品質の8割から9割を決めると言っても過言ではないからです。
なぜアルミニウムには直接めっきができないのか
アルミニウムは、空気や水に触れた瞬間に表面に極めて薄く強固な自然酸化被膜(Al₂O₃)を形成します。この被膜はアルミニウム自体の耐食性を高める一方で、電気を通しにくく、他の金属との結合を著しく阻害する性質を持っています。
もしこの酸化被膜を残したままニッケルや銅をめっきしようとしても、めっき膜はアルミ素地と結合できず、乾燥時や加工時にペリペリと簡単に剥がれてしまいます。この「難めっき性」こそが、長年表面処理業界における大きな課題でした。
ジンケート処理(亜鉛置換法)の役割と定義
ジンケート処理とは、一言で言えば「アルミニウム表面の酸化被膜を取り除くと同時に、極薄い亜鉛の膜で表面をコーティングする処理」のことです。「亜鉛置換」とも呼ばれます。
強アルカリ性の液を用いることで、アルミ表面の酸化被膜を溶解させながら、その瞬間に露出したアルミ素地の上に亜鉛を析出させます。これにより、再酸化を防ぎつつ、次に施す電解めっきや無電解ニッケルめっきが「乗りやすい」状態を作り出すのです。いわば、アルミとめっき膜を繋ぐ「強力な接着剤(プライマー)」の役割を果たします。
ジンケート処理の反応メカニズム
技術者として理解しておくべきは、この処理が「外部からの電気を使わない」という点です。これはアルミニウムと亜鉛のイオン化傾向の差を利用した、自発的な化学置換反応によって進行します。
酸化被膜の除去と亜鉛の析出プロセス
ジンケート液(主に水酸化ナトリウムと酸化亜鉛を主成分とする強アルカリ溶液)にアルミ材を浸漬すると、まず水酸化物イオン(OH⁻)が表面の酸化被膜を溶解します。被膜が消えてアルミ素地が露出すると、そこでは「アルミニウムの溶解」と「亜鉛の析出」が同時に起こります。
この時、アルミ表面では微細な局所電池が形成されています。アルミが溶け出す際に放出した電子を、液中の亜鉛イオンが受け取って金属亜鉛として表面に張り付くイメージです。
化学反応式から見る置換の仕組み
このプロセスを化学反応式で表すと、以下のようになります。
Al + 3OH⁻ → Al(OH)₃ + 3e⁻
Al(OH)₃ + OH⁻ → [Al(OH)₄]⁻
[Zn(OH)₄]²⁻ + 2e⁻ → Zn + 4OH⁻
トータルの反応としては、以下のようになります。
2Al + 3[Zn(OH)4]²⁻ → 2[Al(OH)₄]⁻ + 3Zn + 4OH⁻
このように、アルミが3価のイオンとして溶けるのに対し、亜鉛は2価のイオンとして析出します。この原子ごとの価数の違いや、結晶構造の差が、後述する「被膜の緻密さ」に大きく関わってくるのです。ベテランの感覚で言えば、この反応が「ゆっくり、均一に」進む液組成こそが、良いジンケート液の条件と言えます。
密着性を劇的に向上させる「ダブルジンケート処理」

現場において、高品質が要求される自動車部品や電子部品のめっきでは、ジンケート処理を1回で済ませることはまずありません。「ダブルジンケート(2回処理)」を行うのが鉄則です。
シングルジンケートとの違いと課題
1回だけの処理(シングルジンケート)では、亜鉛の析出が急激に進みやすく、析出した亜鉛の粒子が粗くなってしまいます。また、アルミ合金の種類によっては、表面に「ムラ」が生じやすく、隙間の多い粗な被膜になりがちです。
この粗い亜鉛層の上にニッケルめっきなどを乗せても、土台である亜鉛層自体が脆いため、十分な密着強度は得られません。試験片を曲げたり、加熱したりした際に、めっきが浮いてくる原因の多くはここにあります。
一度剥離して再析出させる理由
ダブルジンケートの手順は、一度ジンケート処理を行った後、硝酸などでその亜鉛膜をわざと剥離し、再度ジンケート液に浸すというものです。「せっかくつけたものをなぜ剥がすのか」と思われるかもしれませんが、ここに技術の粋があります。
1回目の処理で、アルミ表面の不純物(スマット)や不均一な酸化被膜が完全に取り除かれます。その剥離後のアルミ表面は、1回目よりも遥かに均一で活性な状態になっています。この状態で2回目のジンケートを行うと、亜鉛は非常に細かく、かつ均一に析出します。
結晶の微細化がもたらすアンカー効果
2回目の処理で形成された亜鉛層は、目で見ても明らかに緻密さが異なります。微細な亜鉛粒子がアルミのミクロな凹凸に食い込み、強固なアンカー効果を発揮します。
この「薄く、硬く、緻密な」亜鉛層こそが、後続のめっき工程における最高の足場となります。我々技術者は、この2回目の析出状態を安定させるために、液の濃度管理だけでなく、1回目と2回目の浸漬時間の微調整に心血を注ぐのです。
ジンケート処理の工程とポイント
ジンケート処理は、単に液に漬ければ良いというものではありません。その前後の「段取り」が成否を分けます。
前処理(脱脂・エッチング・スマット除去)の重要性
ジンケート浴に入る前のアルミ表面が汚れていては、話になりません。
- 脱脂: 油分を完全に除去します。
- エッチング: アルカリ液で表面を軽く溶かし、新鮮な面を出します。
- スマット除去(デスマット): エッチングで溶け残った合金成分(シリコンや銅など)を酸で洗い流します。この「デスマット」が不十分だと、亜鉛がスマットの上に乗ってしまい、即座に密着不良を起こします。ジンケートの仕上がりが悪い時は、まずデスマット工程を疑うのがベテランの定石です。
ジンケート浴の種類(高濃度・低濃度・合金タイプ)
昔ながらの高濃度ジンケート液は管理が楽ですが、汲み出しロスが多く、複雑形状の部品には向きません。現在は、より薄く緻密な膜が作れる「低濃度タイプ」や、亜鉛だけでなく鉄やニッケル、銅などを微量に共析させる「合金ジンケート」が主流です。
合金タイプは、特に熱サイクルに対する耐性が強く、厳しい環境で使用される部品に採用されます。
温度管理と浸漬時間が品質に与える影響
ジンケート液の温度は、通常20°C〜30°C程度の常温付近で管理しますが、この「数度の差」が反応速度を大きく変えます。夏場に液温が上がりすぎると反応が過剰になり、被膜が厚く脆くなってしまいます。
浸漬時間は通常30秒〜1分程度ですが、これも秒単位での管理が求められます。「長く漬ければ厚くなって安心」というのは大きな間違いで、ジンケートにおいては「必要最小限の厚みで、いかに緻密に付けるか」が技術者の腕の見せ所です。
アルミニウム合金の種類による注意点

アルミニウムと一言で言っても、純アルミ系から、シリコンを多く含むダイカスト材まで様々です。これら「素性の違い」に合わせた調整が不可欠です。
展伸材とダイカスト材(ADC12等)での処理の違い
1000番系などの純アルミは比較的素直に反応しますが、自動車部品に多い「ADC12(ダイカスト材)」は非常に厄介です。ADC12にはシリコン(Si)が大量に含まれており、これが表面に露出していると亜鉛がうまく乗りません。
ダイカスト材の場合、フッ化物を含んだ特殊なデスマット液を使用し、シリコンを適切に処理した上でジンケートに臨む必要があります。
含有成分(ケイ素・銅・マグネシウム)への対策
- 銅(Cu)含有量が多い場合: 置換反応が不均一になりやすいため、反応抑制剤を含んだジンケート液を選択します。
- マグネシウム(Mg)含有量が多い場合: アルカリに強いため、エッチングの条件を強めにする必要があります。このように、図面に書かれた「材質」を見た瞬間に、前処理の処方を頭の中で組み立てられるようになることが、ベテランへの第一歩と言えるでしょう。
まとめ:高品質なアルミめっきを実現するために
ジンケート処理は、例えるなら、アルミニウムめっきという巨大なビルを建てるための「基礎工事」です。基礎が揺らいでいれば、その上にどんなに高価な金めっきや硬質クロムめっきを施しても、いつかは崩壊してしまいます。
- 酸化被膜を確実に除去し、亜鉛に置き換える
- ダブルジンケートによって、薄く緻密な結晶構造をつくる
- 素材(合金成分)に合わせた前処理の手順を徹底する
この3点を守ることで、アルミニウムの特性を最大限に活かした、剥がれない、高機能な表面処理が可能になります。現場の技術者は、日々変わる気温や液の状態、素材の微細な変化を五感で捉えながら、この「目に見えないほど薄い亜鉛の膜」をコントロールしています。
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。
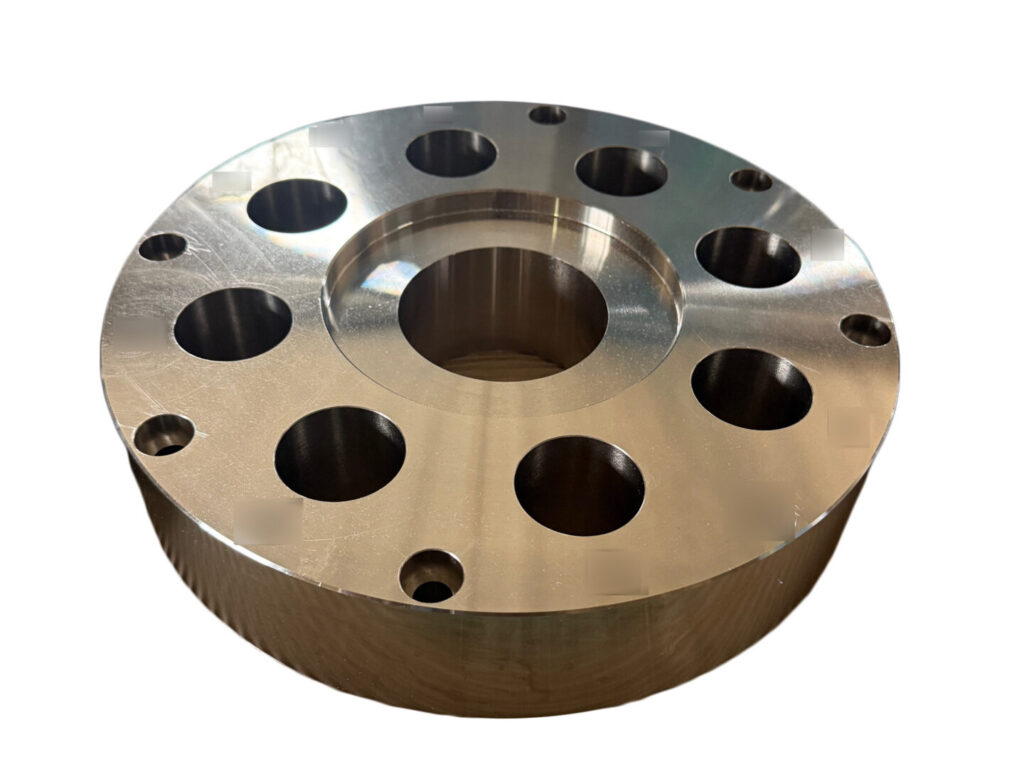
通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月12日ジンケート処理とは?アルミニウムめっきに不可欠な「亜鉛置換」の仕組みとダブルジンケートのメリットを解説
2026年4月12日ジンケート処理とは?アルミニウムめっきに不可欠な「亜鉛置換」の仕組みとダブルジンケートのメリットを解説- 2026年4月12日アルミニウムのスマットとは?発生原因とデスマット処理の工程・液剤の選び方を徹底解説
- 2026年4月12日アルミへの無電解ニッケルめっきを徹底解説|メリット・工程・アルマイトとの使い分けについて解説
- 2026年3月26日アルミの化学研磨とは?メリットや電解研磨・キリンス処理との違いを解説



