COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。
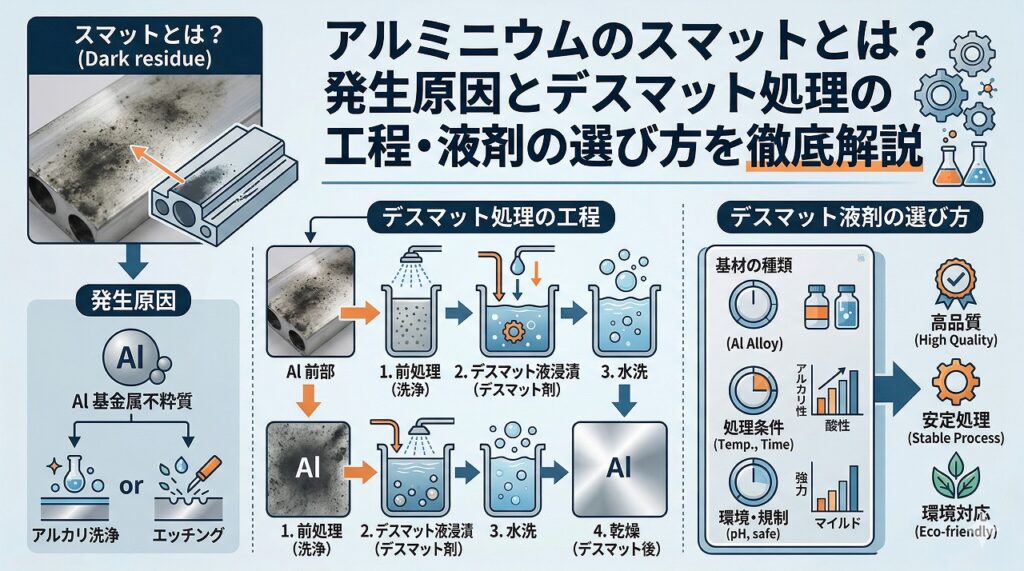
アルミニウムの表面処理において、避けては通れない厄介な存在が「スマット」です。エッチング工程後に現れるこの黒い粉末状の付着物は、単なる汚れではなく、合金成分が表面に溶け残ったものであり、放置すればめっきの剥離やアルマイトのムラといった致命的な品質欠陥を引き起こします。
本記事では、技術者が知っておくべきスマット発生のメカニズムから、合金成分(Si、Cu、Mg等)ごとの特性、そしてそれらを効果的に除去する「デスマット処理」の重要性について詳しく解説します。素材の個性に合わせた適切な前処理を選択し、強固な密着性と美しい外観を両立させるための実践的なポイントを紐解いていきましょう。
アルミニウム表面に発生する「スマット」とは何か?
スマットの正体と発生するメカニズム
アルミニウムの表面処理に関わってきた技術者であれば、エッチング槽から引き上げたワークが黒く汚れている光景は日常茶飯事でしょう。この黒い粉末状の付着物が「スマット(Smut)」です。
アルミニウム合金には、純アルミニウム以外にケイ素(Si)、銅(Cu)、マグネシウム(Mg)、鉄(Fe)、マンガン(Mn)といった様々な合金元素が添加されています。アルカリエッチング工程において、主成分であるアルミニウムは水酸化アルミニウムとして溶解していきますが、これらの合金元素の多くはアルカリ溶液に溶けません。その結果、溶解したアルミニウムの表面に、溶け残った合金成分やその化合物が濃縮・残留します。これがスマットの発生メカニズムです。
なぜスマットが発生すると問題なのか(密着不良や外観への影響)
スマットを放置することは、表面処理において「致命的な欠陥」を放置することと同義です。スマットは基材の上に単に「載っている」だけの非常に不安定な層です。この上に陽極酸化(アルマイト)やめっきを施しても、被膜は基材ではなくスマット層に定着してしまいます。
結果として、めっきの膨れや剥離、アルマイトの斑点状のムラ、塗装の密着不良を引き起こします。また、スマットが残留した状態で封孔処理を行うと、外観がくすんだり、粉を吹いたような仕上がりになったりと、製品価値を著しく損ないます。「良い表面処理は良い前処理から」と言われますが、その中核をなすのがスマットの完全な除去なのです。
スマットが発生する主な工程と原因

エッチング工程(アルカリ脱脂・アルカリ浸漬)での反応
現場で最もスマットが発生しやすいのは、苛性ソーダ(水酸化ナトリウム)を主成分とするアルカリエッチング工程です。この工程は、アルミ表面の自然酸化被膜を除去し、表面を均一に荒らして(梨地仕上げなど)清浄にするために不可欠ですが、同時に激しい水素ガスの発生と共にアルミを溶解させます。
反応式としては、
2Al + 2NaOH + 6H₂O → 2Na[Al(OH)₄] + 3H₂
となりますが、この時、前述の通り不溶性成分が表面に取り残されます。エッチング時間が長ければ長いほど、また液温が高ければ高いほど、アルミの溶解量が増えるため、スマット層は厚く強固なものになります。
アルミニウム合金成分(Si、Cu、Mg等)による色の違いと特徴
スマットの色合いを観察するだけで、現場の人間は概ねその合金の特性を判断できます。
- ケイ素(Si)系: 鋳物(ADC12等)や4000番台に多く、灰色から黒色の非常に強固なスマットを形成します。これは化学的に安定しており、通常の酸では落ちにくいのが厄介です。
- 銅(Cu)系: 2000番台(ジュラルミン)や7000番台に多く、黒褐色や赤みを帯びた黒色になります。これらは後工程の耐食性にも悪影響を及ぼします。
- マグネシウム(Mg)系: 5000番台などに含まれ、比較的薄い灰色のスマットになりますが、適切に除去しないとアルマイトの透明度を下げます。このように、合金の種類によってスマットの性質が異なるため、現場では「何番のアルミを流すか」によって、デスマット液の選定を変える必要があります。
スマットを除去する「デスマット処理」の役割と重要性
デスマット処理(中和・スマット除去)の基本原理
「デスマット(Desmutting)」とは、文字通りスマットを取り除く工程です。アルカリエッチング後のワークを酸性溶液に浸漬することで、表面に残留した不溶性の合金成分を化学的に溶解、あるいは物理的に浮き上がらせて除去します。
また、デスマット処理には「中和」という重要な役割もあります。エッチング直後のアルミ表面はアルカリ性に傾いており、多孔質の表面にはアルカリ成分が残留しがちです。これを酸で中和することで、次工程の液汚染を防ぎ、化学的に活性な(反応しやすい)清浄な表面を露出させることができます。
後工程(陽極酸化処理・めっき・塗装)への影響
デスマットが不十分だと、次工程で以下のようなトラブルが発生します。
- アルマイト: 被膜の透明感が失われ、黒ずんだ仕上がりになる。また、電解時にスマットが脱落して電解液を汚染し、スラッジの原因となります。
- めっき: ジンケート処理(亜鉛置換)において、亜鉛が均一に置換固着せず、めっき後の剥離トラブルを招きます。
- 塗装・接着: スマッ卜が界面に介在することで、投錨効果(アンカー効果)が阻害され、長期的な耐久性が著しく低下します。つまり、デスマットは単なる「洗浄」ではなく、最終製品の品質保証における「ゲート(門)」のような役割を果たしているのです。
デスマット処理で使用される主な液剤と特性

硝酸系デスマット液の特徴と用途
最も一般的で伝統的なのが硝酸(HNO₃)を用いた処理です。
- メリット: 銅(Cu)を溶解する能力に優れており、2000番台や7000番台の処理に適しています。また、アルミニウム自体をほとんど侵さないため、寸法変化を気にせず長時間浸漬が可能です。
- デメリット: ケイ素(Si)を溶解する力は皆無に等しいため、鋳物やダイカストには不向きです。また、窒素酸化物(NOx)の発生という環境・安全上の課題もあります。
硫酸・フッ化物系デスマット液の使い分け(高ケイ素合金への対応)
ケイ素を多く含む合金(ADC12など)には、フッ化物(フッ化水素酸やフッ化アンモニウム)を添加した液剤を使用します。ケイ素はフッ素イオンと反応してフッ化ケイ素($SiF_4$)となり溶解するため、硝酸では落ちない頑固なスマットも綺麗に除去できます。
硫酸ベースにフッ化物を加えたタイプは、硝酸特有の刺激臭が少なく、近年の現場では主流になりつつあります。ただし、フッ化物はアルミ基材自体もエッチングするため、浸漬時間の厳密な管理が求められます。
環境配慮型のノンクロム・低公害型液剤の普及
かつては酸化力の強いクロム酸を用いたデスマット液もありましたが、環境負荷の観点から現在はほぼ姿を消しました。現在は、硫酸や過酸化水素、有機酸を組み合わせた「ノンクロム・ノン窒素」の液剤が普及しています。これらは排水処理が容易でありながら、特定の添加剤によって硝酸系に匹敵するスマット除去能力を持たせています。
【合金別】最適なデスマット処理のポイント
展伸材(1000番台〜7000番台)の処理注意点
- 1000番台(純アルミ): スマットは少ないですが、表面が非常に柔らかいため、デスマット液による過剰なエッチングでの光沢消失に注意します。
- 2000/7000番台: 銅や亜鉛が多いため、硝酸濃度を高めに維持し、スマットを完全に「溶かし切る」ことが重要です。
- 5000/6000番台: 標準的な硝酸または硫酸系で対応可能ですが、マグネシウムの酸化物を取り除くため、適切な浸漬時間を確保します。
鋳物・ダイカスト(ADC12等)の難しさと対策
鋳物類は表面処理において最も難易度が高い部類です。凝固過程で表面にケイ素が偏析しており、強固なスマットが発生します。
- 混酸の利用: 硝酸とフッ化水素酸の混酸、あるいは硫酸とフッ化物の混酸が必須です。
- 過剰エッチングの防止: 鋳物は組織が粗いため、デスマット液に長く浸けすぎると、組織の境界(粒界)を侵食し、逆に表面を荒らしてしまいます。
- スマットの「浮かし」: 化学的に溶かすだけでなく、界面活性剤を含んだデスマット剤を使用し、物理的にスマットを浮かせやすくする工夫も有効です。
まとめ:高品質な表面処理を実現するために
アルミニウムの表面処理において、スマットをいかにコントロールするかは、技術者の腕の見せ所です。スマットは単なる「汚れ」ではなく、その素材が持つ個性が表面に現れた姿でもあります。
素材の型番(JIS記号)を確認し、その成分に適したデスマット液を選定すること。そして、液濃度、温度、時間を現場のデータに基づいて管理すること。この当たり前の徹底こそが、不良率を低減し、美しいアルマイトや強固なめっきを実現するための唯一の近道です。
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月12日ジンケート処理とは?アルミニウムめっきに不可欠な「亜鉛置換」の仕組みとダブルジンケートのメリットを解説
2026年4月12日ジンケート処理とは?アルミニウムめっきに不可欠な「亜鉛置換」の仕組みとダブルジンケートのメリットを解説- 2026年4月12日アルミニウムのスマットとは?発生原因とデスマット処理の工程・液剤の選び方を徹底解説
- 2026年4月12日アルミへの無電解ニッケルめっきを徹底解説|メリット・工程・アルマイトとの使い分けについて解説
- 2026年3月26日アルミの化学研磨とは?メリットや電解研磨・キリンス処理との違いを解説



