COLUMN
お役立ち情報
「大阪めっき・アルマイトナビ」は、大阪および近郊の加工業者様のために
表面処理に関する技術情報をまとめた専門技術Webサイトです。

アルミニウムは軽量で加工性に優れる反面、柔らかく腐食しやすいという弱点があります。これらの課題を解決し、機能を飛躍的に向上させる手法が「無電解ニッケルめっき」です。この処理を施すことで、アルミの軽さを活かしたまま、鋼に匹敵する表面硬度や優れた耐食性、さらには導電性やはんだ付け性を付与することが可能になります。
本記事では、アルミへのめっきが難しいとされる理由である強固な酸化被膜への対策や、密着性の鍵を握る「ジンケート処理」の重要性について解説します。また、設計者が迷いやすいアルマイトとの違いや使い分けのポイント、品質を安定させるための勘所まで、技術者が押さえておくべき実践的な知識を網羅的にご紹介します。
アルミへの無電解ニッケルめっきとは?
アルミ材にめっきを施す主な目的
アルミニウムは「軽い」「熱伝導が良い」「加工しやすい」という非常に優れた特性を持つ金属ですが、一方で「柔らかすぎる(耐摩耗性が低い)」「腐食しやすい」「はんだ付けが困難」といった弱点も抱えています。
これらアルミの弱点を補い、機能を飛躍的に向上させる手段が無電解ニッケルめっきです。この処理を施すことで、アルミの軽量さを維持したまま、鋼に近い表面硬度や優れた化学的耐性を付与することが可能になります。自動車部品から精密電子機器、半導体製造装置にいたるまで、現代のモノづくりにおいて「アルミ+無電解ニッケル」の組み合わせは欠かせないスタンダードな手法となっています。
なぜアルミへのめっきは「難しい」と言われるのか?
ベテランのめっき職人であれば誰もが知ることですが、アルミは金属の中でも「メッキが乗りにくい」部類に入ります。その最大の理由は、アルミが空気中で瞬時に形成する「強固な酸化被膜」にあります。
この酸化被膜が残っているとめっき液が直接アルミ素地と反応できず、密着不良による「膨れ」や「剥離」を即座に引き起こします。また、アルミは両性金属であり、酸にもアルカリにも侵されやすいため、前処理液の選定を誤ると素地を荒らしてしまい、寸法精度を損なうリスクがあります。つまり、アルミへのめっきの成否は、めっき槽に入れる前の「前処理」で8割決まると言っても過言ではありません。
アルミに無電解ニッケルめっきを施す5つのメリット

1. 複雑な形状でも均一な膜厚を維持
電気めっきと異なり、無電解ニッケルめっきは化学還元反応を利用して被膜を形成します。そのため、電気の回り込みを気にする必要がなく、複雑な形状の内径部、深い穴の底、鋭利な角部などにも、ほぼ100%均一な厚みでめっきを乗せることが可能です。これにより、精密部品における「膜厚のバラツキによる組み付け不良」を劇的に減らすことができます。
2. 表面硬度の向上(耐摩耗性の強化)
アルミそのものの硬度は非常に低いですが、無電解ニッケルめっきを施すことで、ビッカース硬度(HV)500前後の被膜を形成できます。さらに、後述する熱処理(ベーキング)を加えることで、最高HV1000程度まで硬化させることが可能です。これは硬質クロムめっきにも匹敵する硬さであり、アルミ部品の摺動部における摩耗を劇的に抑制します。
3. 優れた耐食性による腐食防止
無電解ニッケル被膜(特に中・高リンタイプ)は、非晶質(アモルファス)に近い構造を持つため、ピンホールが極めて少なく、腐食因子を遮断する能力に優れています。湿気の多い環境や塩害の懸念がある場所で使用されるアルミ部品にとって、非常に信頼性の高い保護膜となります。
4. はんだ付け性・導電性の付与
アルミ素地に直接はんだ付けをすることはほぼ不可能ですが、無電解ニッケルめっきを介することで、容易にはんだ付けができるようになります。また、酸化しやすいアルミ表面に安定した導電性被膜を形成できるため、アースを取る必要がある電子筐体などの表面処理としても最適です。
5. 寸法精度の維持とカジリ防止
アルミボルトやねじ部で問題となる「カジリ(焼き付き)」の防止にも効果的です。また、膜厚のコントロール精度が高いため、±数ミクロン単位の厳しい寸法公差が要求される精密機械部品において、狙い通りの仕上がりを実現できるのが大きな強みです。
無電解ニッケルめっきと「アルマイト」の違い・使い分け
設計者の方が最も頭を悩ませるのが「アルマイトでいいのか、めっきにすべきか」という点でしょう。現場の技術者の視点で、その決定的な違いを整理します。
被膜の性質と硬度の比較
アルマイトは「アルミそのものを酸化させて作る膜(陽極酸化被膜)」であり、無電解ニッケルは「ニッケル合金を堆積させる膜(析出膜)」です。
- 硬度: 一般的なアルマイト(HV200-300)よりも無電解ニッケルの方が硬く、さらに熱処理で硬度を上げられる柔軟性があります(硬質アルマイトはHV400以上になりますが、脆さも伴います)。
- 靭性: アルマイトはセラミックスに近い性質のため割れやすいですが、無電解ニッケルは金属膜であるため、ある程度の靭性(粘り)があります。
導電性の有無による選択
これが最大の判断基準になることが多いです。アルマイトは「絶縁体」ですが、無電解ニッケルは「導電体」です。 通電が必要な箇所や、静電気対策が必要な部品には無電解ニッケル一択となります。逆に、絶縁性が必要ならアルマイトを選定します。
寸法変化と精度の違い
- アルマイト: 素地を浸食して成長するため、寸法が「半分食い込み、半分盛り上がる」変化をします。また、アルミ合金の成分によって膜厚が変動しやすい性質があります。
- 無電解ニッケル: 全てが「盛り上がる(加算される)」方向の変化となります。膜厚の均一性が非常に高く、複雑な形状でも全箇所一律の寸法管理がしやすいのが特徴です。
アルミへのめっきを成功させる「ジンケート工程(前処理)」

アルミへのめっきにおいて、最も重要かつ特殊な工程が「ジンケート処理」です。
酸化被膜の除去とジンケート処理(亜鉛置換)の重要性
前述の通り、アルミ表面の酸化被膜を除去した瞬間、再び酸化が始まってしまいます。そこで、酸化被膜を除去した直後にアルミを亜鉛(ジンク)の溶液に浸け、表面を極薄い亜鉛の膜で置き換えるのが「ジンケート処理」です。この亜鉛の膜が「捨て石」のような役割を果たし、無電解ニッケル液の中で亜鉛が溶け出すと同時にニッケルが析出することで、強固な密着が生まれます。
ダブルジンケート法が推奨される理由
より高い密着信頼性を求めるなら「ダブルジンケート法」が鉄則です。一度つけた亜鉛膜を酸で剥離し、再度ジンケート処理を行うことで、より緻密で均一な亜鉛の粒体を作り直します。これにより、めっき後の剥離トラブルを劇的に減らすことができます。
アルミ合金種別による難易度の変化
アルミといっても、純アルミ系(1000系)からジュラルミン系(2000系)、ダイカスト用(ADC12等)まで様々です。特にシリコン含有量が多いダイカスト(ADC12)や、銅を含む2000系・7000系は、前処理で成分が表面に残りやすく(スマット)、めっきの難易度が上がります。材料選定の段階で「めっきが乗りやすいグレードか」を考慮することが、コストダウンと品質安定の近道です。
品質を高めるための注意点とポイント
熱処理(ベーキング)による密着性と硬度の向上
めっき後、150℃〜200℃程度で加熱する「ベーキング」は非常に有効です。これにより、アルミ素地とめっき膜の間の拡散が促進され、密着力が向上します。また、さらに高い温度(300℃〜400℃)で熱処理を行えば、被膜内の結晶構造が変化し、耐摩耗性が極限まで高まります。
めっき後の外観不良(ピット・膨れ)を防ぐには
外観不良の多くは、アルミ素地の「巣穴(キャストピンホール)」や「表面の荒れ」に起因します。特にダイカスト材では、鋳造時に巻き込んだ空気や離型剤が原因でめっきが浮き上がることがあります。高品質なめっきを求めるなら、素地自体の品質管理や、めっき前のバフ研磨などの下地作りが欠かせません。
設計段階で考慮すべき形状の工夫
無電解ニッケルは均一に付きやすいとはいえ、液の入れ替わりが悪い「完全な袋穴」や「狭い隙間」は避けるべきです。ガス(水素)が停滞すると、その部分だけめっきがつかない「ガス溜まり」による未着が発生します。液がスムーズに抜けるように「逃げ穴」を設けるなどの配慮が、不良率を下げるプロの設計です。
まとめ:アルミの弱点を無電解ニッケルめっきで克服する
アルミへの無電解ニッケルめっきは、軽量化が至上命題となっている現代の設計において、非常に強力な武器となります。
- 均一な膜厚管理が可能
- アルマイト以上の硬度と導電性を両立
- ジンケート工程という特殊な前処理が品質の鍵
「軽さは欲しいが、強度が足りない」「通電させたいが腐食が心配」といった課題があるなら、ぜひ無電解ニッケルめっきを検討してみてください。適切な材料選定と前処理のノウハウがあれば、アルミの可能性はさらに大きく広がります。現場でのトラブルを避けるためにも、図面指示の段階で「ダブルジンケート指定」や「熱処理の有無」を明確にしておくことをオススメします。
「大阪めっき・アルマイトナビ」による表面処理事例

製缶架台
製缶架台に無電解ニッケルめっきを施しました。
前処理として、黒皮を綺麗に除去してからめっき処理を行っております。さらに、形状的にめっき液が残存してしまう可能性がある製品については、液抜き穴のご相談をさせていただく場合がございます。
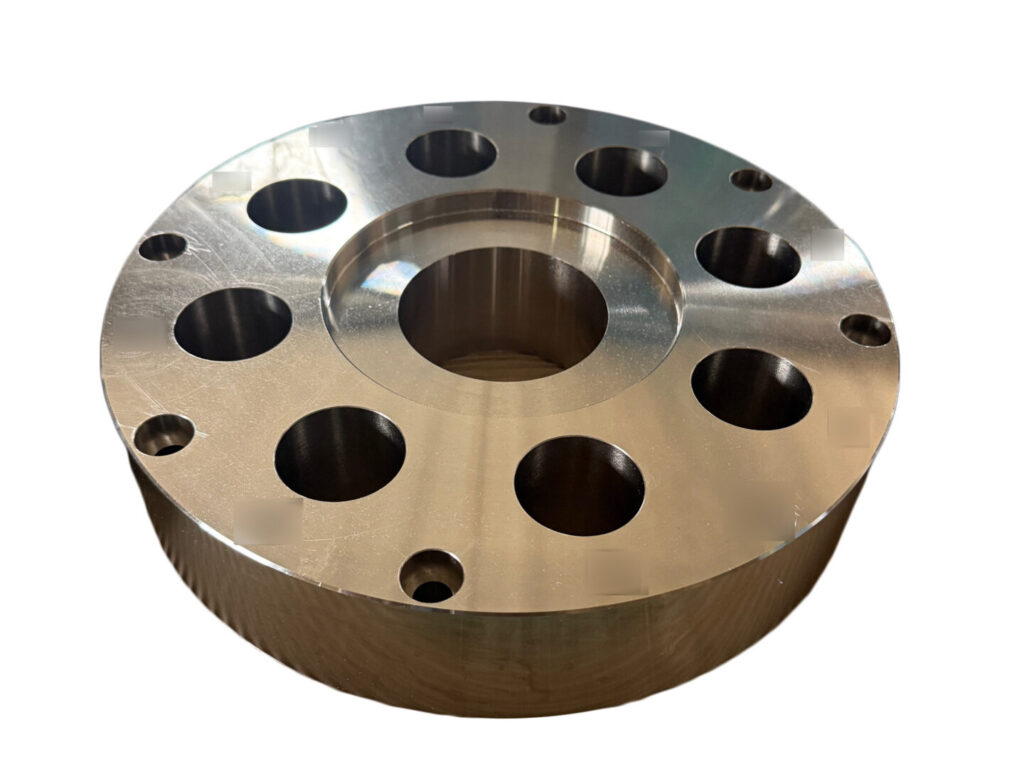

通信機器向けヒートシンク(ADC12)
ADC12(アルミダイカスト)の通信機器向けのヒートシンクになります。
複雑な形状での被膜を均一につけるために、無電解ニッケルを採用いたしました。

無電解ニッケルめっきなら旭鍍金工業所にお任せください!
①最大2,000mmまでの大物に対応可能!
当サイトを運営する株式会社旭鍍金工業所(大阪・八尾市)では、最大2,000×1,100×350までの大物部品の処理が可能な無電解ニッケルめっき槽を保有しております。産業機械・装置向けの大物・長尺部品で、高い耐食性や均一なめっき厚、硬度向上が必要でしたら、弊社にお任せください。
アルミ合金については対応可能サイズが450×450×750になります。
②見積・納期即日回答!大阪府内最速納期の自信あり!
長年にわたり多数の大手企業様にご支持いただいている理由は、弊社の対応スピードにあります。お問い合わせいただきましたら、見積・納期を、原則、即日回答いたします。数量や稼働状況にもよりますが、現物を頂いて翌日にはお渡しすることも可能です。
③膜厚計・マイクロスコープによる精度・品質保証
弊社は、蛍光X線膜厚計やキーエンスのデジタルマイクロスコープを保有しております。したがって、「精密部品のため、指定のめっき厚・合金比率を遵守しているか検査してほしい」というご要望にも、問題無く対応可能です。
投稿者プロフィール

- 株式会社旭鍍金工業所 代表取締役
-
株式会社旭鍍金工業所は八尾市に工場を構え、メッキやアルマイトなどの各種表面処理を承っております。昭和22年の創業以来、各種表面処理にこだわり技術向上に努めてまいりました。
業務内容はニッケルめっき、装飾クロムめっき、3価クロムめっき、スズコバルトめっき、無電解ニッケルメッキ、硬質クロム、電着塗装、アルマイト、化成処理(サーテック650)、スズめっき、亜鉛めっき、3価ユニクロ、クロメートなど、表面処理全般にわたり、様々なニーズにお応えいたします。
スタッフ一同、皆様からのお問い合わせをお待ち申し上げております。
最新の投稿
 2026年4月12日ジンケート処理とは?アルミニウムめっきに不可欠な「亜鉛置換」の仕組みとダブルジンケートのメリットを解説
2026年4月12日ジンケート処理とは?アルミニウムめっきに不可欠な「亜鉛置換」の仕組みとダブルジンケートのメリットを解説- 2026年4月12日アルミニウムのスマットとは?発生原因とデスマット処理の工程・液剤の選び方を徹底解説
- 2026年4月12日アルミへの無電解ニッケルめっきを徹底解説|メリット・工程・アルマイトとの使い分けについて解説
- 2026年3月26日アルミの化学研磨とは?メリットや電解研磨・キリンス処理との違いを解説



